Alternativ för trapetsgänga. Trapetsformad tråd. Trapetsformade gängskärningsmetoder
I mekanismer där det är nödvändigt att omvandla rotation till translationsrörelse används de. Förutom sin transformationsfunktion tål denna tråd ökade belastningar. Detta är en efterfrågad typ av tråd i viktiga enheter av mekanismer, verktygsmaskiner. Du kan observera principen för driften av denna tråd när du drar åt skruvarna, när skruvens rotation gör att den rör sig i linjär riktning. Kraften som appliceras för att transformera rörelse beror på profilvinkeln, gängstigningen och delmaterialet.
Namnet på tråden är från likheten med trapetsen.
Kontakt Telefon: Whatsapp.
Huvudegenskaper hos trapetsgänga
Trapetsformen bildas av gängprofilens vinkel. I denna typ kan profilvinkeln vara i intervallet 15 - 40 grader.
I arbetsprocessen kan gängor orsaka överdriven friktion. Denna faktor påverkas av profilvinkeln, typen av smörjmedel och materialet som används. Radiella mellanrum i en trapetsgänga kan identifieras genom att placera gängan i mitten av diametern.
Trapetsformad tråd är ganska enkel att tillverka. I de flesta fall är profilvinkeln inställd på 30 grader. Trådens kvalitet beror till stor del på noggrannheten hos det använda arbetsstycket, såväl som materialet.


Skärmetoder trapetsformad gänga
Tillverkningen av denna typ av tråd kan delas in i två kategorier - en skärare och tre skärare.
Som ett exempel, överväg denna beteckning: Tr 26 × 4 LH - trapetsformad gänga, enkelstart, med en diameter på 26 och en stigning på 4, vänster.
GOST 9484-81 används som huvudstandard.
GOST 9484 - 81
Trapetsformad tråd har en 30° profil. Trådtäthet mätt i millimeter.
Trapetsformad tråd det används i enheter av mekanismer för att omvandla roterande rörelse till translationell, till exempel: blyskruvar för verktygsmaskiner, kraftskruvar för pressar, lyftskruvar, etc. Trådar av denna typ tål betydande belastningar.
Trapetsformad tråd betecknas med bokstäver Tr- Engelsk. trapetsformad:
- Tr 28 × 5- diameter 28 mm, stigning 5 mm
- Tr 28 x 5 LH- diameter 28 mm stigning 5 mm vänstergänga
- Tr 20 × 8 (P4)- diameter 20 mm, stigning 4 mm och slaglängd 8 mm flerstartsgänga
- Tr 20 x 8 (P4) LH- diameter 20 mm, stigning 4 mm och slaglängd 8 mm, flerstartsgänga vänster
d – Ytterdiameter utvändig gänga (skruv)
D- Ytterdiameter invändig gänga(nötter)
d 2- den utvändiga gängans genomsnittliga diameter
D 2- genomsnittlig diameter på invändig gänga
d 1 – innerdiameter utvändig gänga
D 1- innerdiameter på en invändig gänga
P- trådtäthet
H- höjden på den ursprungliga triangeln
H 1- profilens arbetshöjd
| Trapetsformad tråd | |||
| Gängdiametrar d | Steg | ||
|---|---|---|---|
| Rad 1 | Rad 2 | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
| 1. När du väljer en tråd prioriteras den första raden. 2. Trådstigningen markerad i färg är att föredra. |
|||
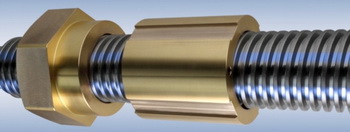
Driften av drivenheter för många maskiner, utrustning och mekanismer är baserad på en sådan process som omvandlingen av rotationsrörelse till translationell rörelse. Denna princip används till exempel av drivenheter för mätning av maskiner och utrustning, slussventiler och ventiler, avsökningsbord, robotar och verktygsmaskiner.
För att effektivt omvandla en viss dels rotation till en annan dels translationsrörelse används oftast ett skruv-mutterpar. Sådana transmissioner är produkter som har generella maskinbyggande tillämpningar, och det bör noteras att den utrustningens prestanda, funktionalitet och tillförlitlighet till stor del beror på hur väl den är designad och tillverkad. beståndsdelar vilka de är.
På grund av att skruvmutterdreven har en ökad jämn ingrepp, är de nästan helt tysta under drift. Deras design är relativt enkel, och en av de otvivelaktiga fördelarna är att deras användning gör att du kan uppnå betydande styrkavinster. Förbi i stort sett, överföringsskruven - muttern ur teknisk synvinkel skiljer sig inte från en konventionell gängad anslutning, men eftersom de används för att överföra rörelse, är de gjorda på ett sådant sätt att friktionskraften i gängan är minimal.

I princip kan detta uppnås genom att använda en rektangulär tråd, men det har också sina nackdelar. Den kan till exempel inte skäras på vanliga gängmaskiner och jämfört med trapetsgängor har den mycket lägre hållfasthet. Dessa faktorer leder till att rektangulära gängor sällan används i skruvmutterväxlar. I dem är de vanligaste trapetsformad gänga, med en grov, medelhög och fin stigning, såväl som en ihållande gänga.
Oftast i växlar kan en skruvmutter hittas trapetsformad gänga har mellansteg... Dess samma, men med ett litet steg, används när det är nödvändigt att tillhandahålla en liten rörelse och med ett stort steg - när enheten används under svåra förhållanden. Dessutom, på grund av profilens funktioner, trapetsformad gänga kan framgångsrikt användas i mekanismer som kräver omvänd rörelse. Sådana trådar är enkel- och flerstarts, höger- och vänsterhand.
Material som används i transmissionsskruv - mutterHuvudkraven för de material som används i skruvmutterdrev är slitstyrka, styrka och god bearbetbarhet. När det gäller de skruvar som inte är härdade, de är gjorda av stål A50, St50 och St45, och de som är härdade - från stål 40HG, 40X, U65, U10... Nötter är vanligtvis gjorda av brons BrOCS-6-6-3 eller BROFYU-1.
Gängprofiler och storlekar
(GOST 9484-81)Standarden gäller för trapetsformade gängor och anger profiler och dimensioner för dess element.
HUVUDPROFIL

Ett exempel på en symbol för en trapetsformad enkelstartgänga med en nominell diameter på 20 mm, en stigning på 4 mm och ett toleransfält med en medeldiameter på 7e:
Tg 20 x 4 -7e
RÄCKAD PROFILER
utvändig och invändig gänga
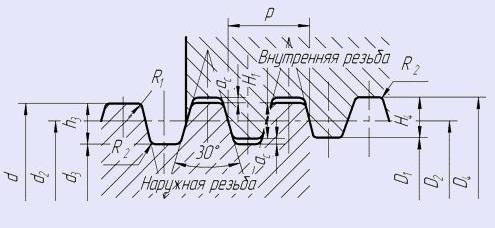
h 3 - höjden på profilen på den yttre gängan; H 4 - höjden på profilen på den inre gängan; d 3 - yttergängans innerdiameter; D 4 - ytterdiametern på den inre gängan; R 1 - avrundningsradie i toppen av den yttre gängan; R 2 - vridningsradie i kaviteten hos de yttre och inre gängorna; ett c - spel i toppen av gängan.

DIAMETER OCH STEG
enkelstartad trapetsgänga enligt GOST 24737-81
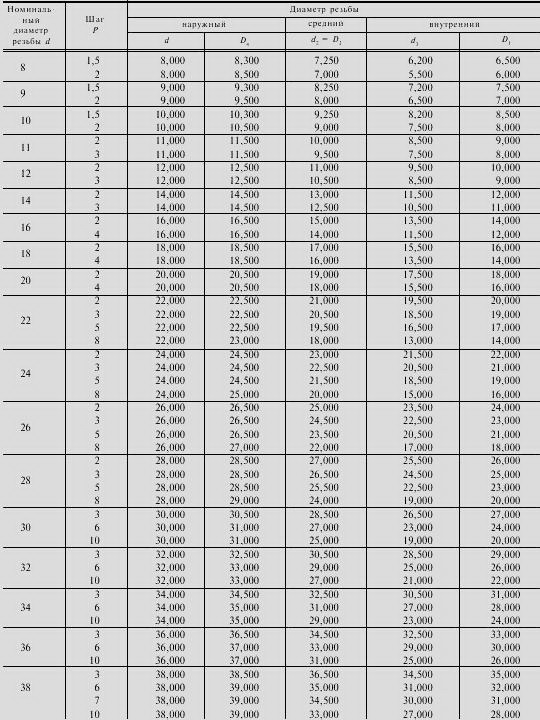


Föredragna diametrar och stigningar anges i GOST 24738-81. Numeriska värden för toleranser för diametrar och stigningar - enligt GOST 9562-81
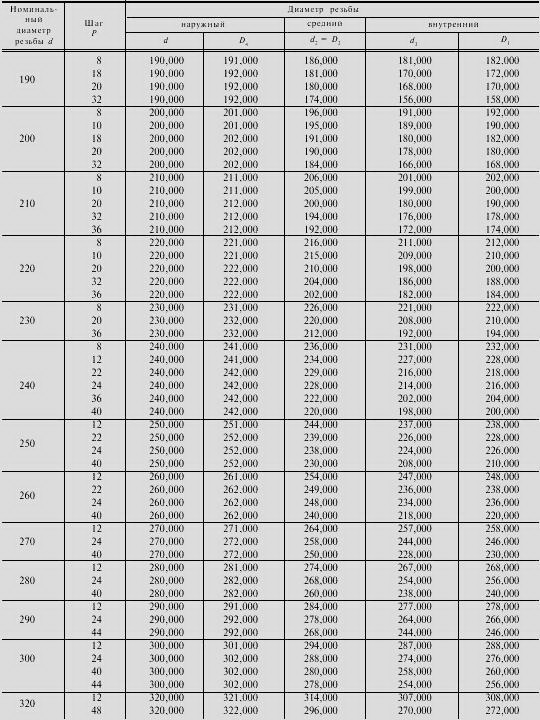
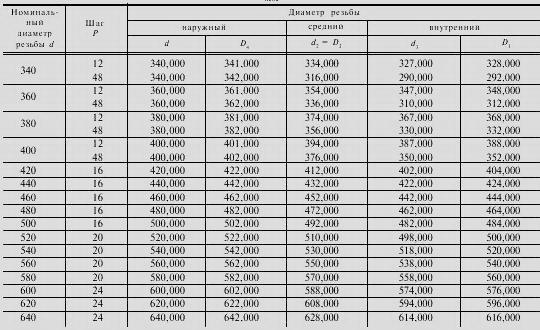
DIAMETER OCH STEG
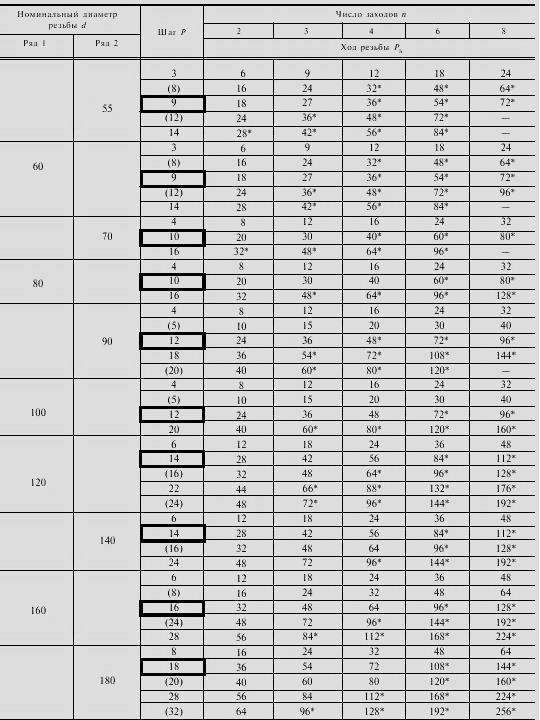
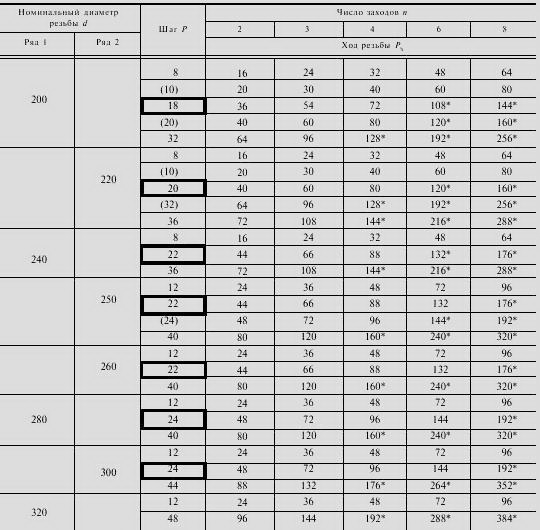
trapetsformad flerstartsgänga enligt GOST 24739-81
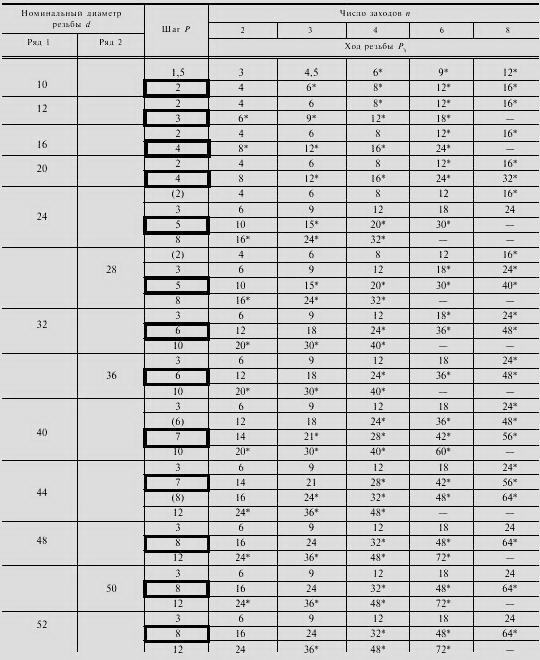
Anmärkningar:
1. Steg med lådor är att föredra.
2. Stegen inom parentes rekommenderas inte vid utveckling av nya mönster.
3. Gängor för vilka slagvärdet är markerat med * har en ledningsvinkel på mer än 10 o. För dessa trådar är det nödvändigt att ta hänsyn till avvikelsen i profilformen under tillverkningen.
4. I tekniskt och ekonomiskt motiverade fall är det tillåtet att använda andra värden på de nominella gängdiametrarna i enlighet med GOST 24738-81.
5. Vid val av gängdiametrar bör den första raden föredras framför den andra.
Ett exempel på en symbol för en trapetsformad flerstartsgänga med en nominell diameter på 20 mm, ett slag på 8 mm, en stigning på 4 mm och ett toleransfält på 8e:
Tg 20-8 (P4) - 8e
Samma, vänster:
Tg 20-8 (P4) LH - 8e
Sminklängden, om den skiljer sig från gänglängden, anges i millimeter i slutet av gängbeteckningen, till exempel:
Tg 20-8 (P4) LH - 8e - 180
De numeriska värdena för sminklängderna relaterade till N- och L-grupperna är i enlighet med GOST 9562-81.
Landning i en gängad anslutning indikeras med en bråkdel
Tg 20-8 (P4) LH - 8Н / 8е - 180
Numeriska värden för toleranser för diametrarna d och D 1 - enligt GOST 9562-81.
Numeriska värden för toleranser för diametrarna d 2, d 3 och D 2 - enligt GOST 24739-81.
Applicering av trapetsgänga
En trapetsformad skruvgänga är en blygänga som har en relativt bra styrka friktion, den är självbromsande. Fördelen för lyftteknik - i viloläge kräver inte ytterligare fixering.
Trapetsformad tråd används för att omvandla roterande rörelse till translationsrörelse och används främst för rak rörelse. Den finner också sin användning som blyskruv i svarvar eller som drivgänga för skruvpress bord eller broar av fordon.
Användningsexempel för trapetsformade spindelgängor:
Matningsrörelse på verktygsmaskiner (t.ex. justerskruvar och ledarskruvar);
- rörelse på manipulatorn;
- reglering av rörelse på lyftmekanismer och gaffeltruckar;
- rörelse av slutaren vid låsning av formsprutningsmaskinerna;
- förflyttning av rörelse på uppsamlingsbehållare.
- vertikal rörelse vid arbete med press.
Relaterade dokument:
GOST 3469-91: Mikroskop. Linsgänga. Mått (redigera)
GOST 4608-81: Metrisk gänga. Interferenslandningar
GOST 5359-77: Okulargänga för optiska instrument. Profil och mått
GOST 6042-83: Rund Edison-gänga. Profiler, storlekar och gränsstorlekar
GOST 6111-52 - Konisk tumgänga med en profilvinkel på 60 grader
GOST 6211-81: Konisk rörgänga
GOST 6357-81: Cylindrisk rörgänga
GOST 8762-75: Rund gänga med en diameter på 40 mm för gasmasker och mätare för den. Grundmått
GOST 9000-81 - Metrisk gänga för diametrar mindre än 1 mm. Toleranser
GOST 9484-81: Trapetsformad gänga. Profiler
GOST 9562-81: Enstartad trapetsgänga. Toleranser
GOST 9909-81: Gänga av koniska ventiler och cylindrar för gaser
GOST 10177-82: Gängad tråd. Profil och huvudmått
GOST 11708-82: Tråd. Termer och definitioner
GOST 11709-81: Metrisk gänga för plastdelar
GOST 13535-87: Gängad förstärkt gänga 45 grader
GOST 13536-68: Rund gänga för sanitetsarmatur. Profil, huvudmått, toleranser
GOST 16093-2004: Metrisk gänga. Toleranser. Frigång passar
GOST 16967-81: Metrisk gänga för instrumenttillverkning. Diametrar och steg
GOST 24737-81: Enstarts trapetsgänga. Grundmått
GOST 24739-81: Trapetsformad flerstartsgänga
GOST 25096-82: Gängad tråd. Toleranser
GOST 25229-82: Metrisk konisk gänga
GOST 28487-90: Konisk verktygsfoggänga för borrsträngselement. Profil. Mått. Toleranser
Gängprofilen är en likbent trapets med en vinkel på 30 ° mellan sidorna (Figur 3, c). Trapetsgänga kan vara enstarts- och flerstartsgänga, höger- och vänsterhand.
Diametrarna och stegen för en enkelstartad trapetsgänga i intervallet av diametrar från 12 till 50 mm anges i tabellen. 2. Samma mått och antal starter för flerstartsgängor anges i tabellen. 3.
Exempel på trådbeteckning:
trapetsformad enkelgänga med en nominell diameter på 36 mm och en stigning på 6 mm:
TgZbhb; samma vänstra tråd:
Tg 36x6 LH;
trapetsformad, trevägs med en nominell diameter på 40 mm, en stigning på 3 mm och en slaglängd på 9 mm:
Tg 40 X 9 (RZ)
Exempel på gängbeteckningar på ritningen visas i fig. 5. på
Tabell 2. Diametrar och steg för en trapetsformad enkelstartgänga enligt GOST 24738 81, mm
| Diameter d | rad | - | - | -" | - | - | ||||||
| - | - | - | - | - ■ | 30, | |||||||
| steg | sid | |||||||||||
| R* | 3;8 | 3;8 | 3;8 | 3;8 | 3; 10 | |||||||
| Diameter d | rad | - | - | - - | ||||||||
| - | - | - | - | - | ||||||||
| steg | R | 8, | ||||||||||
| R* | 3; 10 | 3;10 | 3;10 | 3;10 | 3;10 | 3;10 | 3;12 | 3;12 | 3;12 | 3; 12 |
Notera: 1. När du väljer en tråd bör den första raden föredras framför den andra;
2. Föredragna steg är markerade med *.
Tabell 3. Huvudmåtten för den trapetsformade flerstartsgängan enligt GOST 24739 81, mm
| d | Trådtäthet | Trådledning vid antal starter | ||||
| Rad 1 | Rad 2 | R | R* | |||
| (8) | ||||||
| - | - | |||||
| - | - | |||||
| - | - | |||||
| ,-. - | - | (16) | (20) | |||
| - | - | |||||
| - | (20) | |||||
| _ | - | |||||
| - | (24) | |||||
| - | - | |||||
| - | (24) | |||||
| - | - | |||||
| - | (21) | (28) | ||||
| - | - | |||||
| _- | (28) | |||||
| ■ - | - | |||||
| - | (32) | |||||
| (24) | (36) | (48) | ||||
| - | - | |||||
| - | (32) | |||||
| - | (24) | (36) | (48) |
Obs: Trådar med rörelse inom parentes har en ledningsvinkel som är större än 10°.
Tråden är ihållande.
Huvudsyftet med gängan är att överföra axiell belastning med hjälp av en skruv i en riktning, till exempel i domkrafter, pressar etc. Gängprofilen är en ojämn trapets (Fig. 3, d).
:> v Diametrar och steg för tryckgängan i intervallet för diametrar från 16 till 42 mm anges i tabellen. 4.
Exempel på trådbeteckning: "
tryck enstart höger med en diameter på 32 mm med ett steg på 6 mm:
samma vänstra tråd:
S32x6LH. På ritningen indikeras gängan som visas i fig. 6.
Ris. 6
Tabell 4. Diametrar och steg av tryckgänga enligt GOST 10177 82, mm.
| Diameter d | Steg | ||
| Rad 1 | Rad 2 | R* | R |
| - | |||
| - | |||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;8 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 | ||
| - | 3;10 |
Notera ^. Vid val av gängdiametrar bör den första raden föredras framför den andra.
Steg att föredra vid utveckling av nya designs.
Cylindrisk rörgänga.
Denna gänga används i cylindriska röranslutningar och anslutningar av en invändig cylindrisk gänga med en utvändig konisk gänga.
Profilen (fig. 3, b) och huvuddimensionerna fastställs av GOST 6357 81. Värdena på huvuddimensionerna för den cylindriska rörgängan anges i tabellen. 5.
Beteckning rörgänga(Fig. 7, a, b) består av bokstaven G och trådstorleken i tum, till exempel:
Denna beteckning är villkorad, eftersom anger diametern inte på gängan, utan på hålet i röret (nominellt hål DN vid en viss väggtjocklek). Den yttre diametern på rörgängan kommer att vara större än den som anges på ritningen. Till exempel notationen G1 motsvarar en rörgänga med ytterdiameter d = 33,25 m för rör med en innerdiameter på 1 "(25,4 mm).
Rak rörgänga med samma diameter (nominell storlek DN) kan göras på rör med olika väggtjocklekar och även på en solid stång.
Ris. 7. Symboler för cylindriska och koniska rörgängor: a) Cylindriska rörgängor G 1 1/2;
b) vänster invändig gänga av samma storlek; c) yttre rör avsmalnande gänga; d) innerröret koniskt
Tabell 5. Huvudmått på rak rörgänga
Delar i maskiner, mekanismer, anordningar samt apparater och strukturer är förbundna med varandra på något sätt. Dessa anslutningar utför olika funktioner och är först och främst uppdelade i två typer: rörliga och fasta.
Fast anslutning - anslutning av delar, vilket säkerställer oföränderligheten av deras relativa position under drift. Till exempel svetsfogar, kopplingar med fästelement etc. En rörlig koppling är en koppling där delarna har förmågan att röra sig relativt varandra i arbetstillstånd. Till exempel en tandad anslutning.
Fasta och rörliga leder är i sin tur uppdelade i löstagbara och i ett stycke beroende på möjligheten att demontera anslutningen.
Anslutning i ett stycke är en koppling som inte kan kopplas bort utan att delarnas form eller deras kopplingselement störs. Till exempel är anslutningen svetsad, lödd, nitad osv.
Löstagbar anslutning - en anslutning som kan kopplas bort och kopplas upprepade gånger utan att deformera vare sig de anslutna eller fästelementen. Till exempel gängad anslutning med bult, skruv, kil, kilspår, kugghjul etc.
Den här artikeln ägnas åt en översikt över gängade anslutningar, en mängd som du ofta möter i vardagen.
Gängad anslutning - ansluta delar med hjälp av en gänga. Alla vet vad en tråd är, alla har sett den. Många vet också att trådarna skiljer sig från varandra, eftersom de har olika storlekar, steg och så vidare. Det är dock inte många som föreställer sig hur detta regleras, och även att det inte bara finns det vanliga för oss metrisk tråd cylindriska, men också många av dess andra typer.
1. Begreppet tråd
En tråd är en yta som bildas av en spiralformad rörelse av en platt kontur längs en cylindrisk eller konisk yta med andra ord, en konstant stigningsspiral bildas på denna yta.
Figur 1 - Tråd
Efter syfte är gängor uppdelade i fastsättning (i en fast anslutning) och löpande eller kinematisk (i en rörlig anslutning). Ofta har fästtrådar en andra funktion - att täta den gängade fogen, säkerställa dess täthet, sådana trådar kallas fästning och tätning. Det finns även speciella trådar som har särskilt förordnande.
Beroende på formen på ytan på vilken tråden skärs kan den vara cylindrisk eller avsmalnande.
Beroende på ytans placering kan gängan vara extern (skuren på stången) eller invändig (skuren i hålet).
Beroende på profilens form finns det triangulära, trapetsformade, rektangulära, runda och specialgängor.
Triangulära gängor är uppdelade i metriska, rör, avsmalnande tum, trapetsformad gänga- på trapetsformad, envis, envis förstärkt.
Beroende på storleken på steget särskiljs trådarna stora, små och speciella.
Efter antalet starter delas trådarna in i enkelstart och flerstart.
I spiralens riktning urskiljs en högergänga (gängan skärs medurs) och vänstergängan (gängan skärs moturs).
I figur 2 presenteras hela klassificeringen av trådar i form av ett diagram:

Figur 2 - Klassificering av trådar
Förutom ovanstående klassificering är alla trådar uppdelade i två grupper: standard och icke-standard; för standardtrådar bestäms alla deras parametrar av GOSTs. Trådens huvudparametrar bestäms av GOST 11708-82. Dessa är de så kallade standardtrådarna. generell mening... Förutom dem finns begreppet specialtråd. Specialgängor är gängor med standardprofil men annorlunda än standardstorlekar diameter eller stigning och gängor med en icke-standardprofil. Icke-standardiserade gängor - kvadratiska och rektangulära - är gjorda enligt individuella ritningar, på vilka alla gängparametrar är specificerade. (För mer information, se avsnitt 5. Operationellt syfte med tråden och dess tillämpning).
3. Profiler och parametrar för tråden
Gängprofiler kännetecknas av följande egenskaper:
. metrisk tråd har en profil i form av en liksidig triangel med en spetsvinkel på 60 °. Trådens utsprång och dalar är trubbiga (GOST 9150-2002).
Metriska gängor är cylindriska och avsmalnande.

. rörgänga har en profil i form av en likbent triangel med en spetsvinkel på 55°. Rörgängor kan också vara cylindriska och avsmalnande.


. avsmalnande tum tråd har en profil i form av en liksidig triangel.

Tum konisk gänga
. rund tråd har en halvcirkelformad profil.

. trapetsformad gänga har en profil i form av en likbent trapets med en vinkel på 30 ° mellan sidorna.

. trycktråd har en profil av en icke-likbent trapets med en lutningsvinkel på arbetssidan på 3 ° och på den icke-arbetande sidan - 30 °.

. rektangulär tråd har en rektangulär profil. Tråden är inte standardiserad.

Icke-standard rektangulär gänga
Trådparametrar
Huvudtrådens parametrar är:
Tråddiameter(d) är diametern på ytan på vilken tråden kommer att formas.

Figur 3 - Ytterdiameter
Trådtäthet(P) är avståndet längs en linje parallell med trådaxeln mellan mittpunkterna på den närmaste sidan av tråden med samma namn, som ligger i samma axiella plan på ena sidan av rotationsaxeln (GOST 11708-82).
Trådledning(Рh) - relativ axiell rörelse av den gängade delen i ett varv (360 °), lika med produkten nР, där n är antalet gängstarter. Med en enstartsgänga är slaget lika med stigningen. En tråd som bildas av rörelsen av en profil kallas enkelstart, bildad av rörelsen av två, tre eller flera identiska profiler, den kallas multistart (två-, trestarts, etc.). Med andra ord, inte en spiral skärs samtidigt på bulten och muttern, utan två eller tre. Flera gängning används ofta i högprecisionsutrustning, till exempel i fotografisk utrustning, för att unikt positionera delarnas position under ömsesidig rotation. En sådan tråd kan särskiljas från de vanliga en efter två eller tre början av varv i slutet.

Figur 4 - Gängstigning och gängbana
Gängan kännetecknas av tre diametrar: yttre d (D), inre d1 (D1) och mitten d2 (D2). Hantrådsdiametrar är d, dl och d2, och honhålsdiametrarna är D, D1 och D2.

Figur 5 - Gängdiametrar
- yttre (nominell) diameter d (D) - diametern på en tänkt cylinder som beskrivs runt toppen av den yttre (d) eller trågen på den inre gängan (D). Denna diameter är avgörande för de flesta gängor och ingår i symbol trådar;
- medeldiameter d2 (D2) - cylinderns diameter, vars generatris skär gängprofilen på ett sådant sätt att dess segment som bildas vid skärningen med spåret är lika med halva den nominella gängstigningen;
- innerdiameter d1 (D1,), diametern på cylindern inskriven i trågen på den yttre (d1,) eller toppen av innergängan (D1).
Konstruktionen av en spiralformad yta på ritningen är en lång och komplex process, därför, i ritningarna av produkterna, är tråden avbildad villkorligt, i enlighet med GOST 2.311-68. På stången är tråden avbildad av solid huvud linjer längs ytterdiametern och heldragna tunna linjer längs innerdiametern.

Figur 6 - Ett exempel på en bild av en tråd på en stång och i ett hål
4. Trådbeteckning
Trådbeteckning innefattar vanligtvis bokstavsbeteckning typ av gänga och nominell diameter. Dessutom kan beteckningen innehålla gängstigningen (eller TPI - gängor per tum - antalet gängor per tum), antalet starter för en flerstartsgänga, diametern på hålet för gängan, riktningen (vänster, höger).
Metrisk tråd- med stigning och grundläggande gängparametrar i millimeter. Den används ofta med en nominell diameter på 1 till 600 mm och en stigning på 0,25 till 6 mm. Den metriska gängan är den huvudsakliga fästgängan. Denna gänga är enkelstartad, huvudsakligen högerhand, med stor eller liten stigning. Beteckningen på en metrisk gänga inkluderar bokstaven M och gängans nominella diameter, och den grova stigningen anges inte: M5; M56. För gängor med liten stigning, ange dessutom gängstigningen M5 × 0,5; M56 × 2. I slutet av den vänstra trådsymbolen sätts bokstäverna LH, till exempel: М5LH; M56 × 2 LH. Gängbeteckningen anger även noggrannhetsklassen: M5-6g.

Exempel på beteckning:
M 30 - metrisk gänga med en ytterdiameter på 30 mm och en stor gängstigning;
M 30 × 1,5 - metrisk gänga med en ytterdiameter på 30 mm, med en fin stigning på 1,5 mm.
Även om metriska gängor inte används i stor utsträckning i tätade fogar, finns dock en sådan möjlighet fastställd i standarderna. Dessa är metriska avsmalnande och cylindriska gängor.
Metrisk konisk gänga utförs med en avsmalning på 1:16 och en nominell diameter på 6 till 60 mm i enlighet med GOST 25229-82 (ST SEV 304-76). Den är avsedd för självtätande koniska gängade anslutningar, såväl som för anslutningar av en extern konisk gänga med en inre cylindrisk gänga med en nominell profil i enlighet med GOST 9150-2002. Beteckningen på en metrisk konisk gänga inkluderar gängtyp (bokstäverna MK), nominell gängdiameter, gängstigning. Bokstäverna LH placeras i slutet av den vänstra trådsymbolen.
Exempel på beteckning:
MK 30 × 2 LН - vänster metrisk konisk gänga med en ytterdiameter på 30 mm, gängstigning 2 mm.
Metrisk rak gänga (med profil)baserad på metriska gängor (M) med en nominell diameter på 1,6 till 200 mm och en 60° profilvinkel. Dess huvudsakliga skillnad är i skruven, som har en ökad rotradie på gängan (från 0,15011P till 0,180424P), vilket ger en gängad anslutning baserad på en cylindrisk metrisk gänga högre värmebeständighet och utmattningsegenskaper. Metriska cylindriska gängor betecknas med bokstäverna MJ, följt av numeriskt värde nominell gängdiameter i millimeter, stigningens numeriska värde, toleransområdet för medeldiametern och toleransområdet för utsprångens diameter.
En invändig MJ-gänga är kompatibel med en utvändig M-gänga om den nominella diametern och stigningen överensstämmer, det vill säga en vanlig metrisk skruv kan skruvas in i en mutter med en sådan gänga.
Exempel på beteckning:
MJ6 × 1-4h6h - utvändig gänga på ytan av axeln med en nominell diameter på 6 mm, en stigning på 1 mm, ett medeldiametertoleransfält på 4h och ett 6h projektionsdiametertoleransfält.
Skillnader tum tråd från metrisk genom att vinkeln på toppen av gängan de har är 55 grader för de brittiska standarderna BSW (Ww) och BSF eller 60 grader (som i metriken) i det amerikanska systemet (UNC och UNF), och gängstigningen beräknas som förhållandet mellan antalet varv gängor per tum gänglängd. Det är inte möjligt att kombinera metriska och tumgängor, därför används endast tumrörsgängor i länder med det metriska systemet.
För tumgängor uttrycks alla gängparametrar i tum (oftast betecknas med ett dubbelt primtal placerat omedelbart efter det numeriska värdet, till exempel 3 "= 3 tum), gängstigning i bråkdelar av en tum (tum = 2,54 cm). För tumrörsgängor betyder storleken i tum inte gängans storlek, utan det villkorade spelet i röret, medan den yttre diametern faktiskt är mycket större. En egenskap hos rörgängor är just det faktum att den tar hänsyn till tjockleken på rörväggarna, som kan vara tjockare eller tunnare, beroende på tillverkningsmaterialet och arbetstrycket för vilket rören är konstruerade. Därför är tumstandarden för rörgängor förstådd och accepterad runt om i världen som ett undantag från de metriska reglerna.
Tumgängadiametrar är inte den enda parametern som är viktig vid val av rör. Det är nödvändigt att överväga: gängdjup, gängstigning, yttre och inre diameter, gängprofilens vinkel. Det är värt att notera att gängstigningen i detta fall beräknas inte i tum eller till och med i millimeter, utan i gängor. En tråd är ett skuret spår. Därför baseras beräkningen på hur många spår som skärs i en tums uppmätt rörsektion. Till exempel har vanliga vattenrör bara två typer av gängstigning: 14 gängor, vilket motsvarar en metrisk stigning på 1,8 mm, och 11 gängor - en metrisk stigning på 2,31 mm.
Tabell 2 visar huvudskillnaderna mellan "tum" och "rör" cylindriska gängor i förhållande till "metriska" gängor för de vanligaste storlekarna av ovanstående gängor.

Om möjligt, använd inte trådar märkta med *.
Naturligtvis skapar sådana speciella standarder för beräkning av diameter och stigning bara förvirring vid bestämning av de erforderliga värdena. Därför har tabeller utvecklats för att bestämma antalet gängor och diametern på rören i närvaro av tumgängor. Dessutom anger varje förpackning alltid dess värde och standard. Men ändå, uppgifterna är ungefärliga, och du bör aldrig utesluta ett möjligt fel.

* Vid bestämning av storleken bör värdena på rad 1 föredras.
Den har en profil i form av en likbent triangel med en spetsvinkel på 55 °, toppar och dalar är rundade (GOST 6357-81).

En gänganteckning består av bokstaven G, en beteckning för gängans nominella diameter i tum och noggrannhetsklassen för medeldiametern. För vänstergänga kompletteras beteckningen med bokstäverna LH.
Exempel på beteckning:
G 1 1/2-A - cylindrisk rörgänga med storlek 1 1/2", noggrannhetsklass A;
1 / 4-20 BSP - Whitworth parallellrörsgänga enligt standard B. S.93 (England).
har en profil liknande den för en cylindrisk rörgänga. Anslutning av rör med avsmalnande tråd(avsmalnande 1:16), med produkter med rör cylindrisk tråd GOST 6211-81.

Trådtexten består av bokstäverna R, storleken på den nominella diametern i tum. Rc-beteckningen används för koniska invändiga rörgängor. Den vänstra trådsymbolen kompletteras med bokstäverna LH.
Exempel på beteckning:
R 1 1/2 - yttre konisk rörgänga med storlek 1 1/2 ";
R 1 1/2 LH - vänster konisk rörgänga;
Rс 1/2 - konisk honrörsgänga;
BSPT 1 1/2 - konisk invändig rörgänga enligt standard B. S.93 (England).
Med en profilvinkel på 60 ° skärs GOST 6111-52 på en avsmalnande yta med en avsmalning på 1:16.

Beteckningen består av bokstaven K och storleken på tråden i tum med en indikation på dimensionen, den appliceras på hyllan av ledarlinjen, som i fallet med rörgängor. Exempel på beteckning:
K 3/4 ″ i enlighet med GOST 6111-52. 3 / 8-18 NPT-beteckning per ANSI / ASME B 1.20.1 (USA).
Fungerar för att överföra rörelse och ansträngning. Profilen på den trapetsformade gängan är en likbent trapets med en vinkel mellan sidorna på 30 °. För varje diameter kan gängan vara enkelstart och multistart, höger och vänster GOST 9484-81.
Huvuddimensionerna, diametrarna, stigningen, enkelstartsgängtoleranser är standardiserade enligt GOST 24737-81, 24738-81, 9562-81. För flerstartstrådar finns dessa parametrar i GOST 24739-81.
Symbolen för en enstartsgänga består av bokstäverna Tr, värdet på gängans nominella diameter, stigningen, toleransfältet.
Exempel på beteckning:
Tr 40 × 6-8e - enkelstartad trapetsformad utvändig gänga med en diameter på 40 mm med en stigning på 6 mm; Tr 40 × 6-8e-85 - samma sminklängd 85 mm;
Tr 40 × 6LH-7H - samma för den inre vänstra.
Det numeriska värdet för elektroden läggs till i flerstarts-trådanropet:
Tr 20 × 8 (P4) -8e - trapetsformad flerstartad utvändig gänga med en diameter på 20 mm med ett slag på 8 mm och en stigning på 4 mm.
Har en ojämn trapetsprofil. Profildalarna är rundade och det finns tre olika stigningar för varje diameter. Fungerar för att överföra rörelse med stora axiella belastningar GOST 10177-82.
Tryckgängor betecknas med bokstäverna S, anger sedan den nominella gängdiametern i millimeter, gängstigningen (för och stigning, om denna gänga är multistart), gängriktning (för högergänga, anger inte, för vänster -handgängor, LH), och gängnoggrannhetsklass.
Exempel på beteckning:
S 80 × 10 - enkelstartad tryckgänga med en ytterdiameter på 80 mm och en stigning på 10 mm;
S 80 × 20 (P10) - dubbelstartad tryckgänga med en ytterdiameter på 80 mm, ett slag på 20 mm och en stigning på 10 mm.
Specialtråd med en standardprofil, men en icke-standard stigning eller diameter, beteckna: Cn M40 × 1,5 - 6g.
Rektangulär tråd (fyrkantig)... Tråd med en rektangulär (eller kvadratisk) icke-standardprofil, därför anges alla dess dimensioner på ritningen. Den används för att överföra rörelsen hos tungt belastade rörliga gängade anslutningar. Utförs vanligtvis på last och blyskruvar.
Har en profil som erhålls genom att sammanfoga två bågar med samma radie. GOST 13536- 68 definierar profilen, grundmåtten och toleranserna för runda gängor. Denna gänga används för ventilspindlar av blandare och toalettkranar GOST 19681-94 och vattenkranar. Det finns bara en diameter d = 7 mm och en stigning P = 2,54 mm.
Exempel på beteckning:
Kr 7 × 2,54 GOST 13536-68, där 2,54 är gängstigningen i mm, 12 är den nominella gängdiametern i mm.
En liknande profil har en rund gänga (men för diametrar på 8 ... 200 mm) enligt ST SEV 3293-81, som trädde i kraft direkt som Statlig standard... Tråden används för krokar på kranar, såväl som i aggressiva miljöer.
Exempel på beteckning:
Rd 16 - rund tråd med en ytterdiameter på 16 mm; Rd 16LH - rund gänga med en diameter på 16 mm, vänster.
5. Trådens operativa syfte och dess tillämpning
Gängade anslutningar utbredd inom maskinteknik (i de flesta moderna maskineröver 60 % av alla delar har gängor). Genom operativt syfte särskiljs trådar allmän användning och speciell, designad för att ansluta en typ av delar av en viss mekanism. Den första gruppen inkluderar trådar:
1.) Fästelement- metrisk, tum, används för löstagbar anslutning av maskindelar. Deras huvudsakliga syfte är att tillhandahålla kompletta och pålitlig anslutning delar vid olika belastningar och vid olika temperaturförhållanden under långvarig drift.
2.) Löparkläder eller kinematisk - trapetsformad och rektangulär, används för blyskruvar, skruvar av verktygsmaskiner och bord mätinstrument etc. Deras huvudsakliga syfte är att säkerställa korrekt rörelse med minsta friktion, och för rektangulära gängor även att utesluta självskruvning under inverkan av en applicerad kraft; Thrust (i pressar och domkrafter) och rund, designad för att omvandla roterande rörelse till linjär rörelse. De upplever stora ansträngningar i relativt låga hastigheter. Deras huvudsakliga syfte är att säkerställa jämn rotation och hög belastningskapacitet (metriska gängor med ökad noggrannhet används för mikrometriska precisionsinstrument). Rund gänga används ofta för vattenkranar i enlighet med GOST 20275-74 och i sådana element som blandare, kranar, ventiler, spindlar i enlighet med GOST 19681-94 (sanitär-tekniska vattenfällbara beslag).
3.) Fastsättning och tätning (rör och förstärkning) - rörformig cylindrisk och konisk, metrisk tum och koniska, som används för rörledningar och rördelar, deras huvudsakliga syfte är att säkerställa tätheten av lederna (utan att ta hänsyn till stötbelastningar) vid låga tryck.
Cylindriska rörgängor i enlighet med GOST 6357-81 används på vatten- och gasledningar, delar för deras anslutning (kopplingar, armbågar, kors, etc.), rörledningar(slussventiler, ventiler etc.).
Koniska rörgängor i enlighet med GOST 6211-81 används i rörskarvar vid höga tryck och temperaturer (i ventiler och gasflaskor), när ökad täthet av anslutningen krävs.
Hänvisade till den andra gruppen, speciell trådhar ett speciellt syfte och används i vissa specialiserade branscher. Dessa inkluderar följande:
1.) metriskt tät gänga- tråden gjord på stången (på hårnålen) och i hålet (i uttaget) enligt de största begränsande dimensionerna; är avsedd för bildande av gängade anslutningar med en interferenspassning.
2.) metriska frigångsgängor- den gänga som krävs för att säkerställa enkel sammansättning och lossning av gängade skarvar på delar som arbetar vid höga temperaturer, när förutsättningar skapas för att oxidfilmer som täcker gängytan ska kunna gripas (skarva).
3.) klocktråd (metrisk)- gänga som används i klockindustrin (diametrar från 0,25 till 0,9 mm).
4.) tråd för mikroskop- gänga utformad för att ansluta röret till linsen; har två storlekar:
4,1) tum - diameter 4/5 "" (20,270 mm) och stigning 0,705 mm (36 gängor per 1 "");
4.2) metrisk - diameter 27 mm, stigning 0,75 mm;
5) okulär flerstartsgänga- rekommenderas för optiska enheter; gängprofil - likbent trapets med en vinkel på 60 °.
Prestandakraven för gängor beror på syftet med den gängade anslutningen. Gemensamt för alla gängor är kraven på hållbarhet och smink utan att montera självständigt tillverkade gängade delar samtidigt som anslutningarnas prestanda bibehålls. Genom att kort sammanfatta de huvudsakliga använda trådarna för operativa ändamål kan du härleda i form av följande tabell:

6.Bestämning av trådstorlek
Som regel ser gängorna på olika beslag lika ut, vilket gör det svårt visuell definition typ av tråd. Gängan på beslagen bestäms genom att mäta huvudparametrarna med en gängmätare och vernierok och jämföra resultaten som erhålls med gängtabellen.

Figur 7 - Mätning av gängparametrar
Det finns två typer av gängmått: med M 60®-stämpel - för metriska gängor med en profilvinkel på 60° och med D 55®-stämpel - för tum- och rörgängor med 55° profilvinkel. På varje grenrör av en gängmått för metriska gängor är ett nummer stämplat som anger gängstigningen i mm för tum och rörgängor - antalet steg på en längd av 25,4 mm (1 "= 25,4 mm).
7. Metoder för gängning
De viktigaste metoderna för att göra trådar är:
- skära dem med fräsar och kammar på svarvar;
- tappning med stansar med gängskärningshuvuden;
- kall- och varmvalsning med platta eller runda räfflade formar;
- fräsning med specialgängfräsar;
- slipning med slipskivor.
Valet av gängningsmetod beror på typen av gängproduktion, dess noggrannhet hos arbetsstyckets material etc.

Bild 8 - Gängverktyg
1. Klippning av en tråd med framtänder. Använder gängade fräsar och kammar på skruvsvarv på maskiner skärs både utvändiga och invändiga gängor (invändig gänga från en diameter på 12 mm och uppåt). Metoden för gängning med fräsar kännetecknas av en relativt låg produktivitet, därför används den för närvarande huvudsakligen i småskalig och individuell produktion, såväl som vid skapandet av exakta skruvar av blyskruvskaliber etc. Fördelen med denna metod är dess enkelhet skärverktyg och jämförelsevis Hög precision den resulterande tråden.
2. Skärning av en tråd med stansar och tappar. Tärningar för sig design egenskaperär uppdelade i runda och glidande. Runda stansar som används för montering av ämnen och andra arbeten är utformade för att skära utvändiga gängor med en diameter på upp till 52 mm i ett pass. För större gängor används speciella designformar, som faktiskt endast tjänar till att rengöra gängan efter preliminär skärning med andra verktyg. Glidformar består av två halvor som gradvis konvergerar under skärprocessen. Kranen är en gängad stålstång delad av längsgående raka eller spiralformade spår som bildar skäreggar. Samma spår tjänar till utloppet av spån. Enligt appliceringsmetoden är kranar uppdelade i manuell och maskin.
3. Trådrullning. Den huvudsakliga industriella metoden för att tillverka trådar för närvarande är rullning på speciella trådrullningsmaskiner. Delen kläms fast i ett skruvstycke. I det här fallet, vid hög produktivitet, få Hög kvalitet produkter (former, storlekar och ytråhet). Trådrullningsprocessen består i att skapa en tråd på ytan av en del utan att ta bort spån på grund av plastisk deformation av arbetsstyckets yta. Schematiskt ser det ut så här. Delen rullas mellan två plana stansar eller cylindriska rullar med en gängad profil och en gänga av samma profil extruderas på stången. Största diameter valsad tråd 25 mm minst 1 mm; längden på den rullade tråden är 60 ... 80 mm.
4. Gängfräsning. Fräsning av utvändiga och invändiga gängor utförs på speciella gängfräsmaskiner. I detta fall skär en roterande kamskärare, med en radiell matning, in i delens kropp och fräsar tråden på dess yta. Periodiskt sker en axiell rörelse av delen eller skäraren från en speciell kopiator med en mängd som är lika med gängstigningen under ett varv av delen.
5. Slipning av exakta trådar. Slipning som en metod för att skapa en gänga används huvudsakligen för att erhålla exakta gängor på relativt korta gängade delar, till exempel gängade pluggar - gängrullemätare etc. Kärnan i processen är att slipskiva placerad på delen i en stigningsvinkel för gängan under snabb rotation och med samtidig långsam rotation av delen med matning längs axeln med mängden gängstigning per varv, skär (slipar) en del av detaljytan. Beroende på maskinens utformning och ett antal andra faktorer slipas gängan i två till fyra eller flera drag.
8.Typer av främmande trådar
Flera välförtjänta respekterade standarder från sådana länder som Storbritannien (BS), Tyskland (DIN), Frankrike (NF), Japan (JIS), USA (UNC) tillämpas i världen. De främsta orsakerna till deras skillnader är traditionellt olika system mått och metoder för att sätta måtten på trådarna i olika länder samt specialapplikationer för trådar. Men under det senaste århundradet har ISO metriska standarden, International Organization for Standardization, starkt etablerat sin position i världen, vilket i sin tur har bidragit till den ömsesidiga förståelsen för tekniska specialister.
De vanligaste typerna av främmande trådar är:
- Metrisk ISO
- Whitword tråd
- Trapetsformad tråd
- Rund tråd
- Trycktråd
Ovanstående sammanfattningstabell beskriver överensstämmelsen mellan mer än tjugo typer av trådar (allmänna maskinbyggande olje- och gassortiment), och hänvisar till de reglerande och tekniska dokumenten, inhemska och utländska, som reglerar detta område. 




Eftersom ovanstående tabell 8 bara ger en allmän uppfattning om överflöd annan sort trådar och de dokument som reglerar dem och den stora mängden data gör det inte möjligt att helt jämföra och jämföra trådarna i inhemska och utländska standarder, överväg till exempel efterlevnad olika typer triangulär tråd som oftast finns inom allmän maskinteknik.

och kopplingar till dem. Tekniska förhållanden"
OST NKTP 1260 "Tumgänga med en profilvinkel på 55 grader"
 HTC One X: specifikationer, recensioner, priser, beskrivning av NTS X
HTC One X: specifikationer, recensioner, priser, beskrivning av NTS X Recension av HTC One X - en pigg gammal man One X
Recension av HTC One X - en pigg gammal man One X Samsung GT-B2710 Xcover - Specialtelefon
Samsung GT-B2710 Xcover - Specialtelefon