Trapezoid carvingbord. Gängade anslutningar. Gemensam produktionsmetod
Trapezformad carving används i stor utsträckning för tillverkning av olika skruvar som tjänar till olika produktionsutrustning. Till exempel, för verktygsmaskiner, lyftanordningar, pressar. En sådan snidning har en form av ett jämvikt trapezium, medan profilvinkeln kan ha olika betydelser: 15, 24, 30, 40 °. I processen att driva skruven som den trapezformiga tråden skärs uppträder friktionskrafterna av naturligt. Det beror på närvaro av smörjmedelmaterial, ytjämnhet, såväl som hörnet av profilen.
Typer av tråd
Hittills finns det sådana typer:
- Metrisk. Det tjänar till att fixa flera element. Skärningsförhållandena är etablerade i regleringsdokumentation. Profilen är en triangel med liksidiga hörn. Denna indikator är 60 °. Metriska trådskruvar utförs med små och stora steg. Den första arten används för att fixa de tunna bladelementen för att skapa ökad täthet. Denna typ av åtkomst finns i exakta optiska enheter.
- Konisk. Det är också gjord som det tidigare utseendet, men vridningen är gjord till ett djup av 0,8 mm.
- Tum. Hittills finns det inget regleringsdokument där trådstorlekarna skulle anges. Tums tråd används vid reparation av olika utrustning. Dessa är som regel gamla enheter och enheter. Dess huvudindikatorer är den yttre dimeren och steget.
- Rörcylindrisk. Denna art är en jämnvärd triangel, vars övre vinkel är 55 °. Sådan inre tråd används för att ansluta rörledningar, liksom delar av tunna bladmaterial. Det rekommenderas när specifika krav för anslutning av anslutningen presenteras.
- Rör konisk. Internt tråd måste överensstämma med alla krav i regleringsdokument. Dimensionerna är fullt standardiserade. Det används för att fästa olika typer av rörledningar.
- Envis. Denna art representerar ett ojämnt trapezium, där en sida lutas med 3 °, och den andra är 30 °. Den första sidan är en arbetare. Formen av profilen, liksom diametern på stegen bestäms av regleringsdokumenten. I enlighet med dem utförs tråden med en diameter av 10 till 600 mm, och det maximala stegvärdet är 24 mm. De används där förhöjda kvarhållningsinsatser krävs.
- Runda. Trådprofilen är olika bågar relaterade till raka linjer. Profilvinkeln är 30 °. Denna typ av tråd används för de föreningar som aggressiva miljöer påverkas.
- Rektangulär. Det är inte fastställt av några regleringshandlingar. Dess främsta fördel är den höga effektiviteten. Jämfört med trapezformiga arter är det hållbart och orsakar också många oförståeliga stunder i sin produktion. Huvudstället för applicering är Jacks och olika typer av skruvar.
- Trapezoidal. Den har formen av en jämvikt trapezion med en vinkel av en profil av 30 °. Trapezformad tråd, vars dimensioner är fasta i dokumentationen, används för att ansluta olika delar av produktionsutrustning.
Produktionsförhållanden
Jämfört med andra typer är trapezformad carving mycket lättare att tillverka.

Det är därför som det ofta används i olika sfärer. Den mest populära är en trapezformig skruv med en vinkel på en profil av 30 °. Produktionstekniken är mycket lik den som används för att skära en rektangulär tråd. Men det finns fortfarande betydande skillnader när det gäller tillverkningens noggrannhet och renhet. Skivning Den trapezformiga tråden är inte annorlunda än samma procedur med en rektangulär vy. För närvarande finns det flera sådana sätt.
Gör en skruv med en skärare
Gänget Trapezoidal är tillverkad på detta sätt:
- förberedd arbetsstycket och kanalerna för skärpning levereras;
- skärning av skäraren utförs på ett speciellt beredt mönster;
- installationen och fixeringen av det skärpa elementet är tillverkade. Det borde vara beläget så att centren sammanfaller och det fanns parallella axlar av skärning;
- utrustningen slås på och en billett på skärande trådar levereras;
- det färdiga objektet är markerat enligt den färdiga mallen.
Skärning med tre gummi
Denna metod är som följer:
- förberedde arbetsstycket;
- skärpningen av tre snedställningar utförs - direkt, smal och profil;
- installation och säkra beredda element görs. De kan placeras både vinkelräta och parallellt med tråden. Allt beror på lutningsvinkeln.
Gemensam produktionsmetod
Det är i produktion att den skivade trapezformiga tråden är på ett sådant sätt:
- arbetsutrustning är markerad och konfigurerad;
- tack vare den slitsade skäraren görs små urtagningar på skruven;
- med hjälp av ett smalt slitselement, skär skruvar till en viss diameter;
- med hjälp av profilslitelementet utförs den slutliga produktionen av trapezformad tråd;
- den färdiga delen kontrolleras enligt färdiga mallar.
Trapezformad tråd: Storlekar
Som tidigare nämnts har denna typ av tråd en trapezformig form i vilken vinkeln mellan parterna kan ha olika betydelser. Alla större storlekar är inställda i enlighet med GOST.

För eninkomsttyp har trapezformgängan (dimensioner - GOST 9481-81) dimensioner och steg av olika diametrar - från 10 till 640 mm. Dessutom kan det vara multimetime, såväl som vridet i vänster eller höger sida. Dessa indikatorer normaliseras av GOST 24738-81.
Var används
För att något element fungerar, såsom en maskin eller en mekanism, är det nödvändigt att uppfylla det obligatoriska tillståndet: rotationsrörelser måste omvandlas till progressivt.

Denna princip används för att tillverka olika maskiner, anordningar, regleringssystem som används i den industriella sfären.
Fördelar med tråd
Effektiviteten att arbeta med omvandling av rotationsrörelser i den translationella utförs med användning av en mutter och skruv. Trots det faktum att dessa detaljer ser enkla, behöver de omsorg när de gör dem. Det är från dessa delar att produktiviteten och tillförlitligheten hos inte bara komponentelement, utan också hela arbetsutrustningen beror på.
Funktioner av multisope tråd
För att sätta skruven till styrksegenskaperna och öka kursen, använd multi-sväng trapezformiga trådar. I det här fallet är alla parametrar, såsom tråden, dess diameter absolut densamma, med ett enskilt prov. Den enda skillnaden är antalet rörelser ett steg. Till exempel har trepunktsgängor tre gånger mer än deras steg. Allt detta kan observeras på ritningarna.
Låt oss ge ett exempel så att den här arten blir förståelig för varje person. Alla använder konventionella omslag för konservering av grönsaker och frukter. För deras upptäckt är det nödvändigt att göra en minsta ansträngning. När du använder cylindrar med stor diameter, för att komma in i de sjunkande spåren är mycket mer komplicerat. Det är därför de använder multi-way.
Denna typ av tråd kan bestämmas visuellt, titta bara på ritningen.

Det kan ses hur många vändningar går från början av skruven. Flera trådar tillverkas av komplexa teknologier, och kostar därför mer.
Andra fördelar
Trapezformiga föreningar har många positiva egenskaper. Det är därför de används i olika tillverkningsindustrier. Det vanligaste området är maskinteknik. Så är deras fördelar följande:
- möjligheten att samla och demontera olika enheter ett obegränsat antal gånger;
- bekväm process av parsing och montering;
- tillförlitligheten hos den gängade anslutningen;
- enkel tillverkningsprocess;
- självreglering av kompressionskraft;
- produktion av delar i olika versioner.
Nackdelar med anslutningar
Negativa sidor av denna typ av föreningar är inte så mycket. En av dem är uppkomsten av en stor spänning i depressionen. Dessutom kan de inte användas i anordningar och mekanismer som har höga vibrationer, eftersom skruvarna kan oberoende oberoende, vilket inte är ett gott tecken.

Därför är det nödvändigt att följa detta och i händelse av en sådan situation - att korrigera skruvarnas position.
Sådan kvalitet som kostnad kan hänföras till både positiva och negativa parter.

Envägs trådar kostar betydligt lägre än multi-vägen. Här väljer alla i enlighet med personliga preferenser. Många designorganisationer använder flera trådar, eftersom de kännetecknas av tillförlitlighet och hållbarhet.
Så vi fick reda på att det representerar en sådan typ av förening som trapezformad tråd, dess storlek, fördelar och nackdelar.
I de mekanismer där det är nödvändigt att konvertera rotation till den translationella rörelsen används. Förutom dess omvandlingsfunktion kan den här tråden tåla förhöjda belastningar. Detta är en eftertraktad trådtyp i viktiga noder av mekanismer, maskiner. Du kan observera principen om drift av den här tråden när du vrider skruvarna när skruvens rotation gör det möjligt att röra sig i linjärriktningen. Kraften som appliceras för att konvertera rörelsen beror på hörnet av profilen, trådstegen och materialmaterialet.
Titel carving från likhet med ett trapezium.
Telefon för kommunikation: Whatsapp.
De huvudsakliga egenskaperna hos tråden trapezoidal
Formen på trapezium är formad av en vinkel på trådprofilen. I denna typ kan profilvinkeln vara inom 15 - 40 grader.
I arbetsprocessen kan tråden orsaka överdriven friktion. Denna faktor påverkar profilvinkeln, typen av smörjmedel och det använda materialet. Radiella luckor i trapezformiga trådar kan avslöjas, med en tråd i mitten av diametern.
Trapezformad carving är ganska enkel i tillverkningen. I de flesta fall uppvisas en vinkel på en profil på 30 grader. Kvaliteten på tråden beror till stor del på noggrannheten hos det använda arbetsstycket, såväl som materialet.


Sätt att skära trapezformiga trådar
Produktionen av denna typ av tråd kan delas upp i två kategorier - en skärare och tre snedställningar.
Som ett exempel, överväga en sådan beteckning: tre × 4 lh - tråden av trapezformad, eninkomst, med en diameter 26 och steg 4, vänster.
GOST 9484-81 används som huvudstandard.
GOST 9484 - 81
Trapezformad tråd Den har en profil med en vinkel på 30 °. Pitchtråd Mätt i millimeter.
Trapezformad tråd Den används i noderna av mekanismer för att omvandla rotationsrörelsen till den translationella, till exempel: Körskruvar, kraftskruvar, lyftskruvar etc. Trådar av denna typ kan motstå betydande belastningar.
Trapezformad tråd betecknad med bokstäver F - Engelsk Trapezoidal:
- Tr 28 × 5 - Diameter 28mm steg 5mm
- Tr 28 × 5 lh - Diameter 28mm steg 5mm tråd vänster
- TR 20 × 8 (P4) - Diameter 20 mm, steg 4 mm och stroke 8 mm multi-svänggänga
- TR 20 × 8 (P4) LH - Diameter 20 mm, steg 4 mm och stroke 8 mm Flera tråd kvar
d. - Yttre tråddiameter (skruv)
D. - Ytterdiametern hos den inre gängan (muttrarna)
d 2. - Genomsnittlig yttre tråddiameter
D 2. - Genomsnittlig diameter av den interna tråden
d 1. - Intern yttre tråddiameter
D 1. - inre diameter av den interna tråden
P. - Pitchtråd
H. - Höjd på källtriangeln
H 1. - Arbetsprofilhöjd
| Trapezformad tråd | |||
| Gängade diametrar D. | Steg | ||
|---|---|---|---|
| Rad 1. | Serie 2. | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
| 1. När du väljer en tråd ges prioritet till den första raden. 2. Gängsteget är att föredra. |
|||
Grunden för driften av drivrutinerna för många maskiner, utrustning och mekanismer är en sådan process som omvandlingen av rörelsen hos rotationsrörelsen är translationell. Enligt denna princip, såsom maskiner av mätmaskiner och utrustning, ventilstyrningssystem och ventiler, skanningstabeller, robotar och maskiner.
För att effektivt kunna genomföra omvandlingen av rotationen av några detaljer i den översatta rörelsen av den andra som andra ofta används par skruvmutter. Sådana överföringar är produkter som har den totala tekniska användningen, och det bör noteras, hur kvalitativt de är utvecklade och tillverkade, produktivitet, funktionalitet och tillförlitlighet hos den utrustning, komponenter som de är i stor utsträckning beroende.
På grund av det faktum att överföringen av skruven - muttern har en ökad smidighet i ingreppet är de nästan helt tysta när de arbetar. Deras design är relativt enkel, och en av de otvivelaktiga fördelarna är att deras användning gör att du kan uppnå en betydande vinst. Genom och stor är överföringen av skruven - muttern från en teknisk synvinkel inte annorlunda än den vanliga gängade anslutningen, men eftersom de används för att överföra drag, är de gjorda på ett sådant sätt att friktionskraften i tråd är minimal.

I princip kan detta uppnås genom användning av rektangulär tråd, men det har också sina nackdelar. Det är till exempel omöjligt att skära det på standardgängade maskiner, och jämfört med den trapezformiga snidningen har den en mycket lägre styrka. Dessa faktorer leder till det faktum att i överföringskruven - den mutter rektangulära tråden används sällan. De är vanligast tråd trapezidalAtt ha ett stort, medium och litet steg, såväl som trådbeständigt.
Oftast i överföringsskruvmuttern kan hittas trapezformad trådha ett mellansteg. Dess, men i små steg används när det är nödvändigt att ge en liten rörelse, och med ett steg är stort - när enheten drivs under svåra förhållanden. Dessutom tack vare profilens egenskaper, trapezformad tråd Det kan framgångsrikt användas i mekanismer som kräver omvänd rörelse. Sådana trådar är singel och multiser, höger och vänster.
Material som används i överföringskruven - mutterDe grundläggande kraven för de material som används i skruvmutterns överföringar är slitstyrka, styrka och bra bearbetbarhet. När det gäller de skruvar som inte genomgår släckning är de gjorda av stål A50., St50 och St45, och de som är undergick - från stål 40hg, 40x, U65., U10. Nötter är vanligtvis gjorda av brons Broches-6-6-3. eller Brofu-1..
Detaljer i maskiner, mekanismer, enheter, samt anordningar och strukturer på något sätt är anslutna till varandra. Dessa föreningar utför olika funktioner och separeras först och främst i två typer: rörlig och fixerad.
Anslutningen är fast - anslutningen av delar som säkerställer invariance av deras ömsesidiga position när de arbetar. Till exempel är svetsade föreningar med användning av fästelement etc. förening rörlig - en förening i vilken delar har möjlighet till relativ rörelse i arbetsförhållandet. Till exempel en tandad anslutning.
Fasta och rörliga anslutningar är i sin tur uppdelade i avtagbara och kära beroende på möjligheten att demontera anslutningen.
Anslutningen är inkopplig - en förening som inte kan kopplas från utan att störa formen av delar eller deras anslutningselement. Till exempel är föreningen svetsad, lödning, nitning etc.
Anslutningsanslutning är en förening som kan kopplas bort och avinstalleras utan att deformeras varken anslutna eller fästelement. Till exempel en gängad anslutning med en bult, skruv, kil, nyckel, växel och andra.
Denna artikel är avsedd för översynen av gängade föreningar, med en mängd som måste möta ganska ofta i vardagen.
Gängad anslutning - Anslutning av delar med en tråd. Alla vet vilken carving som allt sett det. Många är också kända att trådar skiljer sig åt bland dem själva, eftersom de har olika storlekar, steg och så vidare. Men inte många representerar än det är reglerat, såväl som att det inte bara finns den metriska snidningen av den cylindriska formen för oss, men också många andra typer av det.
1. Begreppet tråd
Gängan kallas ytan bildad under skruvrörelsen hos en platt krets längs en cylindrisk eller en konisk yta, med andra ord, en spiral med ett konstant steg, som bildas på denna yta.
Figur 1 - Carving
För trådarna är uppdelade i fästning (i en fast anslutning) och kör eller kinematisk (i den rörliga anslutningen). Ofta fästtrådar bär andra funktionen - förseglar en gängad anslutning, vilket säkerställer sin täthet, är sådana trådar kallad fästning. Det finns fortfarande speciella trådar som har ett speciellt ändamål.
Beroende på ytformen, enligt vilken tråden skärs, kan den vara cylindrisk eller konisk.
Beroende på ytan kan tråden vara yttre (skivad på stången) eller inre (skivad i hålet).
Beroende på profilformen är tråden triangulär, trapezformad, rektangulär, rund, speciell.
Triangulär tråd är uppdelad i en metrisk, rörformig, konisk tum, trapezoid carving - på trapezformad, envis, envis förstärkta.
Storleken på steget skiljer de trådar stora, små och speciella.
När det gäller antalet barn är trådarna uppdelade i en gång och multisope.
I riktning mot skruvlinjen är tråden rätt (trådgängrullar medurs) och vänster (trådgänga skär moturs).
Figur 2, hela klassificeringen av trådar presenteras i form av ett diagram:

Figur 2 - Klassificering av trådar
Förutom ovanstående klassificering är alla trådar uppdelade i två grupper: standard och icke-standard; I standardgängor bestäms alla sina parametrar av GTOs. De viktigaste parametrarna för tråden definieras av GOST 11708-82. Dessa är de så kallade standardgängerna. Förutom dem finns det ett begrepp med speciell tråd. Särskilda trådar är en tråd med en standardprofil, men skiljer sig från standarddiameterns storlekar eller ett trådsteg och en tråd med en icke-standardprofil. Icke-standard trådar - kvadratisk och rektangulär - tillverkad av enskilda ritningar på vilka alla trådparametrar anges. (Mer i avsnitt 5. Det operativa syftet med tråden och dess tillämpning).
3. Profiler och trådparametrar
Trådprofiler kännetecknas av följande funktioner:
. Metrisk carving Den har en profil i form av en liksidig triangel med en vinkel på toppen av 60 °. Utsprången och depressionerna av trådarna dulled (GOST 9150-2002).
Metrisk snidning är cylindrisk och konisk.

. rörtråd Den har en profil i form av en lika kedjad triangel med en vinkel på toppen av 55 °. Rörgängan kan också vara cylindrisk och konisk.


. konisk tum tråd Den har en profil i form av en liksidig triangel.

Tråd tum konisk
. Rund tråd Den har en profil i form av en halvcirkel.

. Trapezformad tråd Den har en profil i form av ett lika trapezium med en vinkel på 30 ° mellan sidorna.

. Envis tråd Den har en profil inte ett lika trapezium med en lutningsvinkel på arbetssidan av 3 ° och icke-arbetande - 30 °.

. Rektangulär tråd Den har en profil i form av en rektangel. Carving är inte standardiserad.

Skärande rektangulär icke-standard
Trådparametrar
De viktigaste parametrarna för tråden beaktas:
Diameter av tråd (d) - diametern på den yta på vilken tråden kommer att bildas.

Figur 3 - Ytterdiameter
Pitchtråd (P) - avstånd längs linjen parallellt med trådaxeln mellan de genomsnittliga punkterna på den närmaste samma sida av sidosidan av trådprofilen som ligger i ett axiellt plan på ena sidan av rotationsaxeln (GOST 11708-82).
Gängad (PH) - Relativ axiell rörelse av en detalj med en tråd för en omsättning (360 °), lika med produkten av NP, där n är antalet tråddrivningar. Samma tråd har ett steg lika med steg. Tråden som bildas av rörelsen av en profil kallas eninkomst, som bildas av rörelsen av två, tre och mer identiska profiler, kallas multisope (två-, trevägs etc.). Med andra ord skärs på bulten och muttern samtidigt inte en spiral och två eller tre. Multi-svänggängor används ofta i hög precisionsutrustning, till exempel, i fotografisk utrustning, för att unikt placera positionen för delarna med ömsesidig rotation. En sådan tråd kan särskiljas från de vanliga två eller tre början av varv i slutet.

Figur 4 - Trådsteg och tråd
Trådar kännetecknas av tre diametrar: yttre d (d), intern Dl (Dl) och medium D2 (D2). De yttre tråddiametrarna betecknas med D, Dl och D2 och inre gängor i hålet-D, Dl och D2.

Figur 5 - Tråddiametrar
- den yttre (nominella) diametern D (d) är diametern hos den imaginära cylindern, som beskrivs runt den yttre (D) vertikalerna (D). Denna diameter för de flesta trådar bestämmer och går in i den konventionella trådbeteckningen;
- medeldiametern D2 (D2) är diametern hos den cylinderbildande som den korsar tråprofilen på ett sådant sätt att dess segment som bildas vid korsning av spåret är lika med hälften av det nominella gängsteget;
- den inre diametern Dl (Dl,), cylinderns diameter inkluderad i depression av det yttre (Dl) eller de inre tråden (D1).
Konstruktionen av skruvytan i ritningen är en lång och komplex process, därför visar tråden villkorligt, i enlighet med GOST 2.311-68. I enlighet med GOST 2.311-68. Trådstången är avbildad med fasta huvudlinjer längs Ytterdiameter och fasta tunna linjer - genom inre diameter.

Figur 6 - Exempel på en trådbild på stången och i hålet
4. Markeringstråden
Utnämnandet av tråden innehåller vanligtvis en alfabetisk beteckningstyp av tråd och den nominella diametern. Dessutom kan ett trådsteg (eller TPI-trådar per tum - antalet vändningar per tum ges, antalet öppningar för multi-tillägg, diametern på trådhålet, riktningen (vänster, höger).
Metrisk carving - med ett steg och stora trådparametrar i millimeter. Den har utbredd användning med en nominell diameter av 1 till 600 mm och en ton på 0,25 till 6 mm. Metrisk carving är huvudfästet. Denna tråd övervinns, huvudsakligen höger, med ett stort eller litet steg. Beteckningen av den metriska tråden innefattar bokstaven M och tråden nominell diameter och det stora steget indikerar inte: M5; M56. För trådar med ett litet steg är gängsteget M5 × 0,5 dessutom angivet; M56 × 2. I slutet av legenden sätter de vänstra trådarna bokstäver LH, till exempel: M5LH; M56 × 2 LH. Gängbeteckningen indikerar också noggrannhetsklassen: M5-6G.

Ett exempel på beteckningen:
M 30 - Metrisk snidning med en yttre diameter av 30 mm och en stor trådhastighet;
M 30 × 1,5 - metrisk tråd med en ytterdiameter av 30 mm, ett litet steg på 1,5 mm.
Även om metriska trådar och inte hittade bred användning i komprimerade föreningar, men denna möjlighet läggs i standarder. Detta är en tråd metrisk konisk och cylindrisk.
Metrisk konisk carving Den utförs med en avsmalning 1:16 och en nominell diameter av 6 till 60 mm enligt GOST 25229-82 (ST SEV 304-76). Den är avsedd för själv-tillräckliga koniska gängade föreningar, såväl som för föreningar med yttre konisk snidning med inre cylindriska carvings med en nominell profil enligt GOST 9150-2002. Beteckningen av metrisk konisk tråd innefattar typen av tråd (de bokstäver i MK), den nominella diametern på tråden, gängsteget. I slutet av den villkorliga beteckningen av den vänstra tråden sätta bokstäver LH.
Ett exempel på beteckningen:
MK 30 × 2 ln - vänster metrisk konisk carving med en yttre diameter av 30 mm, en tråd på en tråd är 2 mm.
Metrisk cylindrisk tråd (med profil) Baserat på metrisk tråd (m) med en nominell diameter av 1,6 till 200 mm och en profilvinkel vid toppen av 60 °. Dess huvudsakliga skillnad i skruven, som har en ökad radie av trådarna på tråden (från 0,15011p till 0,180424p), vilket ger en gängad förening baserat på cylindriska metriska trådar. Högre värmebeständiga och utmattningsegenskaper. De metriska cylindriska trådbokstäverna MJ betecknas, därefter är det numeriska värdet av trådens nominella diameter i millimeter, det numeriska värdet av steget, toleransfältet med medeldiametern och toleransen hos utskjutningsdiametern är.
Internt tråd MJ är kompatibel med yttre tråd M med sammanträffande av den nominella diametern och steg, dvs en normal metrisk skruv kan vridas i en mutter med sådan tråd.
Ett exempel på beteckningen:
MJ6 × 1-4H6H - Yttergängan på ytan av axeln med en nominell diameter av 6 mm, 1 mm ton, toleransfältet med medeldiametern 4H och toleransen av utsprångens 6 timmars diameter.
Skillnader tums tråd Från den metriska i det faktum att vinkeln på toppen av tråden är 55 grader för BSW British Standards (WW) och BSF eller 60 grader (som i metriska) i det amerikanska systemet (UNC och UNF) och tråden Steg beräknas som förhållandet mellan antalet varvtrådar per tum trådlängd. Kompatibla metriska och tums trådar är därför inte möjliga i länder med ett metriskt system, används endast rörtrådar.
I en tums tråd uttrycks alla parametrarna i tråden i tum (oftast indikerade med ett dubbelslag per numeriskt värde, till exempel 3 "\u003d 3 tum), ett trådsteg i tum (tum \u003d 2,54 cm). För rörtråd, betyder storleken i tum inte mängden tråd, men den villkorliga lumen i röret, medan ytterdiametern är faktiskt betydligt mer. Penettfunktionen är det faktum att det tar hänsyn till rörväggarnas tjocklek, vilket kan vara tjockare eller tunnare beroende på materialet för tillverkning och arbetstryck som rören beräknas. Därför är tumrörtrådsstandarden tydlig och accepterad över hela världen som ett undantag från metriska regler.
Diametrarna av inches trådar är inte den enda parametern som är viktig när man väljer rör. Det måste övervägas: Djupet på tråden, gängsteget, den yttre och inre diametern, vinkeln på trådprofilen. Det är värt att notera att tråden i det här fallet inte är beräknat i tum och inte ens i millimeter, men i trådar. Under tråden är det skivade spåret. Därför är beräkningen baserad på hur många spår som skärs på en tum svagt klippt rör. Låt oss säga, vanliga vattenledare har bara två typer av trådsteg: med 14 trådar, vilket motsvarar det metriska steget med 1,8 mm och med 11 trådar - det metriska steget i 2,31 mm.
Tabell 2 visar de viktigaste skillnaderna i "tum" och "rörformiga" cylindriska trådar med avseende på den "metriska" tråden för de vanligaste storlekarna av ovan nämnda trådar.

Trådar, betecknade * om möjligt att inte ska tillämpas.
Naturligtvis gör sådana speciella standarder för beräkning av diametern och steget en uppgift att bestämma de önskade värdena. Därför utvecklades tabeller för att bestämma antalet trådar och rördiametrar om tommar. Dessutom anger dess värde och standard alltid på alla förpackningar. Men detsamma är data approximera i naturen och bör aldrig elimineras med ett eventuellt fel.

* Vid bestämning av storleken måste preferensen ges till radens 1 värden.
Den har en profil i form av en lika kedjad triangel med en vinkel på toppen av 55 °, varierna och fördjupningarna är avrundade (GOST 6357-81).

Symbolen för tråden består av bokstaven G, betecknar den nominella diametern på tråden i tum och noggrannhetsklassen av medeldiametern. För den vänstra tråden kompletteras beteckningen med LH-bokstäver.
Ett exempel på beteckningen:
G 1 1/2-A - Rörcylindrisk tråd med storlek 1 1/2 ", noggrannhetsklass A;
1/4-20 BSP - Rörcylindrisk snidning av kakan enligt B. S.93 (England).
Den har en profil som liknar en rörcylindriska trådar. Det är möjligt att ansluta rör med en konisk tråd (avsmalning 1:16), med produkter som har rörcylindriska trådar GOST 6211-81.

Den villkorliga beteckningen av tråden består av bokstäverna R, storleken på den nominella diametern i tum. Beteckningen RC används för rör koniska inre trådar. Legenden på den vänstra tråden kompletteras med LH-bokstäver.
Ett exempel på beteckningen:
R 1 1/2 - Carving Rör konisk utomhus med storlek 1/2 ";
R 1 1/2 LH-snidrör konisk yttre vänster;
RC 1/2 - Carving Rör konisk intern;
BSPT 1 1/2-Föregående konisk rör inhemsk enligt B. S.93 (England).
Med en vinkel på profilen på 60 ° GOST 6111-52, skärning i en konisk yta med en avsmalning 1:16.

Beteckningen består av brevet till storleken på tråden i tum med indikering av dimensionen, applicerad på lyftlinjens hyllning, som i rörgängor. Ett exempel på beteckningen:
Med 3/4 "enligt GOST 6111-52. 3 / 8-18 NPT ANSI / ASME B 1.20.1 (USA) beteckning.
Det tjänar till att överföra rörelse och ansträngning. Den trapezformiga trådprofilen är ett jämvikt trapezium med en vinkel mellan sidan av 30 °. För varje diameter kan tråden vara en-går och multiser, höger och vänster GOST 9484-81.
Huvuddimensionerna, diametrarna, stegen, toleranserna för engångsgängan är standardiserade respektive GOST 24737-81, 24738-81, 9562-81. För multisope tråd finns dessa parametrar i GOST 24739-81.
Den konventionella beteckningen av den enhetliga tråden består av bokstäver som de nominella tråddiametern, steg, toleransfälten.
Ett exempel på beteckningen:
TH 40 × 6-8E - trapezformig enhetlig utomhusgänga med en diameter av 40 mm med en tonhöjd på 6 mm; TH 40 × 6-8E-85 - samma vridningslängd på 85 mm;
Det är 40 × 6lh-7n - detsamma för det inre kvar.
Det numeriska värdet av framstegen läggs till i den konventionella beteckningen av multidigar-tråden:
TR 20 × 8 (P4) -8E - Trapezoidal multi-vänd utomhusgänga med en diameter på 20 mm med en kurs på 8 mm och en höjd på 4 mm.
Den har en icke-lika trapeziumprofil. Profildepressionerna är avrundade, för varje diameter finns det tre olika steg. Det tjänar till att överföra rörelse med stora axiella belastningar GOST 10177-82.
Envisa trådar betecknas med bokstäverna S, sedan indikera den nominella diametern hos tråden i millimeter, trådsteget (stroke och steg, om den här tråden är multi-väg), indikerar tråden (för höger tråd inte För de vänstra bokstäverna LH) och trådens noggrannhetsklass.
Ett exempel på beteckningen:
S 80 × 10 - en envis tråd en-inkomst med en yttre diameter av 80 mm och 10 mm höjd;
S 80 × 20 (P10) - En trycktråd Tvåvägs med en yttre diameter av 80 mm, en kurs på 20 mm och en 10 mm höjd.
Speciell tråd Med en standardprofil, men icke-standardiserade steg eller diameter, ange: SP M40 × 1,5 - 6g.
Rektangulär tråd (kvadrat). Tråd med en rektangulär (eller kvadratisk) icke-standardprofil, så alla dess dimensioner anges i ritningen. Det används för att överföra rörelsen av svåra laddade rörliga gängade anslutningar. Vanligtvis utförs på last och löpskruvar.
Den har en profil erhållen genom att para två bågar av en radie. GOST 13536- 68 bestämmer profilen, huvuddimensionerna och toleranserna för den cirkulära tråden. Denna tråd används för spindlar av ventilerna av blandare och toalettkranar GOST 19681-94 och vattenkranar. Det finns endast en diameter d \u003d 7 mm och steg p \u003d 2,54 mm.
Ett exempel på beteckningen:
CR 7 × 2,54 gOST 13536-68, där 2,54 är ett trådsteg i mm, 12 - en nominell diameter av tråden i mm.
En liknande profil har en rund tråd (men för diametrar 8 ... 200 mm) under ST SEV 3293-81, ingått verkan direkt som en statstandard. Tråden används för krokar av kranar, liksom under effekten av den aggressiva miljön.
Ett exempel på beteckningen:
Rd 16 - rund tråd med en ytterdiameter av 16 mm; Rd 16LH - rund tråd med en diameter av 16 mm, vänster.
5. Operativ uppgift av tråden och dess tillämpning
Gängade föreningar är utbredd i maskinteknik (i de flesta moderna maskiner har över 60% av alla delar trådar). I driftsändamål särskiljs trådar allmän och speciell, avsedd för anslutning av en typ av detaljer i en viss mekanism. Den första gruppen innehåller trådar:
1.) Fastsättning - Metrisk, tum används för att ansluta maskindelar anslutna. Deras huvudsyfte är att tillhandahålla en fullständig och pålitlig anslutning av delar vid olika belastningar och med olika temperaturförhållanden under långtidsverksamhet.
2.) Hango eller kinematisk - trapezoidal och rektangulärt applicerat på löpskruvarna, skruvar av kaliper av maskinverktyg och tabeller av mätinstrument etc. Huvudsyftet är att säkerställa noggrann rörelse med den minsta friktionen och för rektangulära trådar också exklusive självbevis under den tillämpade verkan tvinga; Envis (i pressar och jacks) och rund, avsedd för omvandling av rotationsrörelse i rak rörelse. De uppfattar stora ansträngningar vid relativt låga rörelsehastigheter. Deras huvudsyfte är att säkerställa rotationens jämnhet och hög belastning (för exakta mikrometeranordningar används metriska trådar med ökad noggrannhet). Rund tråden används ofta för vattenkranar enligt GOST 20275-74 och i sådana element som blandare, kranar, ventiler, spindlar enligt GOST 19681-94 (beslags sanitär och teknisk vattenbehandling).
3.) Fästförsegling (rör och förstärkning) - rörcylindrisk och konisk metrisk tum Och konisk, som används för rörledningar och förstärkningar är deras huvudsyfte att säkerställa att föreningarna är täthet (exklusive stötdämpningar) vid låga tryck.
Rörcylindriska trådar enligt GOST 6357-81 används på vattengasrör, delar för deras förening (kopplingar, kylare, kors etc.), rörledningsbeslag (ventiler, ventiler etc.).
Den koniska tråden enligt GOST 6211-81 används i rörföreningar vid höga tryck och temperaturer (i ventiler och gascylindrar) när en ökad täthet av föreningen är nödvändig.
Hänvisas till den andra gruppen, speciell tråd Den har ett speciellt syfte och tillämpas i separata specialindustrin. Dessa inkluderar följande:
1.) metrisk tight tråd - tråd gjord på stången (på hälen) och i hålet (i boet) i de största gränsstorlekarna; Utformad för att bilda gängade anslutningar med spänning.
2.) metrisk carving med luckor - Den tråd som krävs för att säkerställa ljusskruvbarheten och dysfunktionen hos de gängade föreningarna av delar som arbetar vid höga temperaturer när betingelser för inställning (splitsning) av oxidfilmer skapas, vilka är täckta med trådytan.
3.) hour Carving (Metrisk) - Tråd som används i klockindustrin (diametrar från 0,25 till 0,9 mm).
4.) carving för mikroskop - tråd, utformad för att ansluta ett rör med lins; Den har två storlekar:
4.1) tums diameter 4/5 "" (20,270 mm) och steg 0,705 mm (36 trådar per 1 "");
4.2) Metrisk diameter 27 mm, steg 0,75 mm;
5) okulär multisope tråd - Rekommenderas för optiska enheter; Trådprofil är ett lika trapezium med en vinkel på 60 °.
Driftskrav för trådar beror på syftet med den gängade anslutningen. Allmänt för alla trådar är kraven på hållbarhet och skruvar utan att montera oberoende gjorda gängade delar samtidigt som de operativa egenskaperna hos föreningarna upprätthålls. Sammanfattningsvis kan de viktigaste använda operativa trådarna visas i form av följande tabell:

6. Bestämning av trådens storlek
Som regel ser carving på olika tillbehör ut som det gör det svårt att visuellt bestämma vilken typ av tråd. Monteringsgängor bestäms genom att mäta de grundläggande parametrarna med en gängad och tjocklek och jämförelse av de erhållna resultaten med trådbordet.

Figur 7 - Mätning av trådparametrar
Det finns två typer av trådar: med märke M 60o - för metriska trådar med en profilvinkel 60o och med märke D55o - för tum och rörtrådar med en profilvinkel 55o. På varje kam av en gängare för metriska trådar indikerar siffran gängsteget i mm för tum och rörgängor - antalet steg i en längd av 25,4 mm (1 "\u003d 25,4 mm).
7. Tecken på tråden
De viktigaste metoderna för att göra trådar är:
- skära dem med skärare och kammar på svarvar;
- skärning med tankar med dörrar med trådskärande huvuden;
- kall och varm rullande med platta eller runda rullande dörrar;
- fräsning med speciella trådskärare;
- slipning av slipande cirklar.
Valet av metoden för att erhålla en tråd beror på vilken typ av produktion av trådarna av dess noggrannhet av arbetsstycket etc.

Figur 8 - Trådskärningsverktyg
1. Skära trådar med skärare. Med gängade skärare och kam på tokar-skruvning Maskinerna skärs av trådarna som en yttre och inre (inre gäng med en diameter av 12 mm och över). Metoden för skärande trådar med skärare kännetecknas av relativt låg prestanda. Därför används det för närvarande huvudsakligen i små sektor och individuell produktion samt skapandet av exakta skruvar av löpskruvar och så vidare. Fördelen med denna metod är Skärverktygets enkelhet och den relativt höga noggrannheten hos den resulterande tråden.
2. Carving the trådar med dörrar och slipsar. Dies i deras konstruktiva egenskaper är uppdelade i runda och glidande. Runda dörr applicerade på monteringsämnen och andra verk är utformade för att skära den yttre tråden med en diameter på upp till 52 mm i ett pass. För en större tråd används dörren för en speciell design som faktiskt bara tjänar för att strippa tråden efter att ha klippt den med andra verktyg. Skjutdöd består av två halvor gradvis konvergerar i skärprocessen. Kranen är en stålstång med trådar separerade av longitudinella raka eller skruvspår som bildar skäreggar. Samma spår tjänar till att avsluta chips. Med användningsmetoden är kranarna uppdelade i manuell och maskin.
3. Redovisningstråd. Den huvudsakliga industripmetoden för att göra trådar pumpar för närvarande på speciella trådbilmaskiner. Detalj klämmas i vice. I det här fallet, med stor prestanda, ger den högkvalitativa produkter (storlekar och ytjämnhet). Processen att rulla tråden är att skapa en tråd på ytan av delen utan att ta bort chipsen på grund av plastdeformationen av ytan av den bearbetade delen. Schematiskt ser det ut så här. Delen rullas mellan två plana dörrar eller cylindriska rullar med en trådprofil och en tråd av samma profil pressas på stången. Den största diametern på rullande tråden 25 mm är den minsta av 1 mm; Längden på rullande tråden är 60 ... 80 mm.
4. Kör en tråd. Fräsning utomhus och inre trådar utförs på speciella gängade maskiner. I det här fallet kraschas den roterande kamfräsningsskäraren under radiell matning i delen av delen och fräsar tråden på dess yta. Periodiskt är det en axiell rörelse av delen eller skärarna från en speciell kopiator med en lika trådhastighet under en del av delen.
5. Slipning av exakta trådar. Slipning som ett sätt att skapa en tråd används huvudsakligen för att erhålla exakta trådar på relativt korta gängade delar, till exempel, gängade pluggar - Karbarkalibrer, etc. Kärnan i processen är att slipningscirkeln är belägen till delen i vinkeln på Lyft tråden med snabb rotation och samtidigt långsam rotation av delen med matningen längs axeln på mängden av trådsteget i en sväng skärs (ovan) en del av delen av delen. Beroende på maskinens utformning och ett antal andra faktorer är carving polerad för två eller fyra och mer passage.
8. Typer av utländska trådar
Världen använder flera välförtjänta respekterade standarder för länder som Storbritannien (BS), Tyskland (DIN), Frankrike (NF), Japan (JIS), USA (UNC). De främsta orsakerna till deras skillnader mellan sig är traditionellt olika system för åtgärder och sätt att ställa in trådens storlek i olika länder såväl som speciell omfattning av tråd. Men under det senaste århundradet har den metriska standarden ISO-Internationella organisationen för standardisering (internationell organisation för standardisering) starkt godkänt sin position i världen, vilket i sin tur bidrog till den ömsesidiga förståelsen av tekniska specialister.
De vanligaste typerna av utländsk tråd är:
- Metrisk iso.
- Cork Thread (Whitword Thread)
- Trapecledal tråd
- Rund tråd
- Envis tråd
Den presenterade sammanfattningstabellen beskriver korrespondensen av mer än tjugo typer av trådar (generell uthärdad olja och gas sortering) och avser reglering och tekniska dokument av inhemska och utländska regleringsdokument denna sfär. 




Eftersom ovanstående tabell 8 endast ger en allmän uppfattning om överflöd av olika typer av trådar och reglerar sina dokument och en stor mängd data inte tillåter helt jämförelse och jämföra trådarna i inhemska och utländska normer. Tänk på överensstämmelsen av Olika typer av triangulära trådar som oftare finns i General Engineering.

och kopplingar till dem. Tekniska förhållanden »
OST NKTP 1260 "Tråd tum med en vinkel på 55 graders profil"
Profiler och trådar
(GOST 9484-81)Standarden gäller trapezformad tråd och ställer profilerna och dimensionerna av dess element.
Huvudprofil

Ett exempel på den konventionella beteckningen av den trapezidala en-radgängan med en nominell diameter av 20 mm, steg 4 mm och toleransen av medeldiametern 7e:
Tg 20 x 4 -7e
Nominella profiler
Utomhus och inre tråd
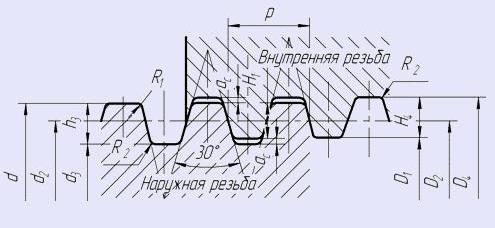
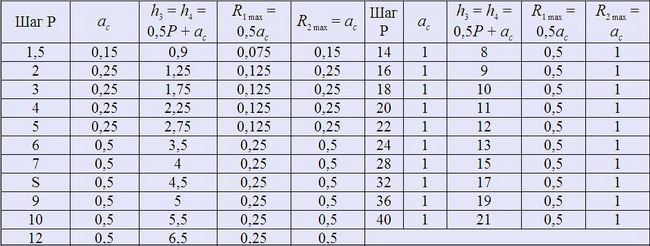
h3 - höjden på den yttre trådprofilen; H4 - höjden på profilen för den inre tråden; D3 - den yttre trådens inre diameter; D4 - den yttre diametern hos den inre tråden; R 1 - Radius av avrundningar ovanpå yttergängan; R2 är radie av vridning i depression av den yttre och inre tråden; En C är clearance ovanpå tråden.
Diametrar och steg
Trapezoidal övervinna tråd enligt GOST 24737-81
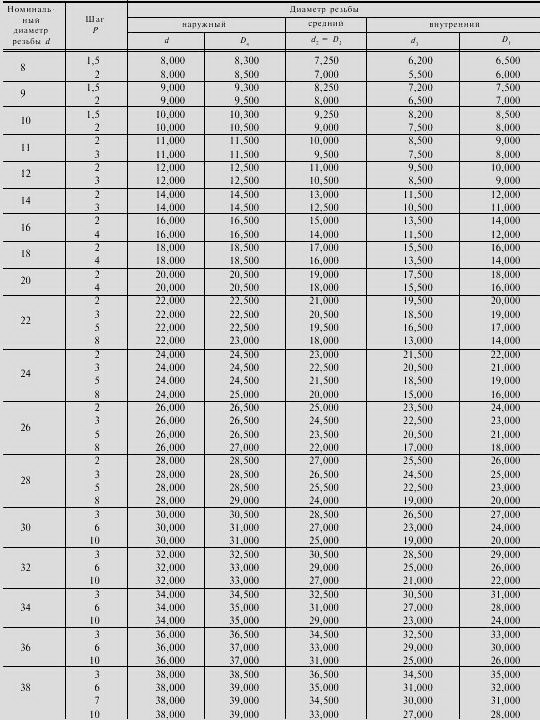


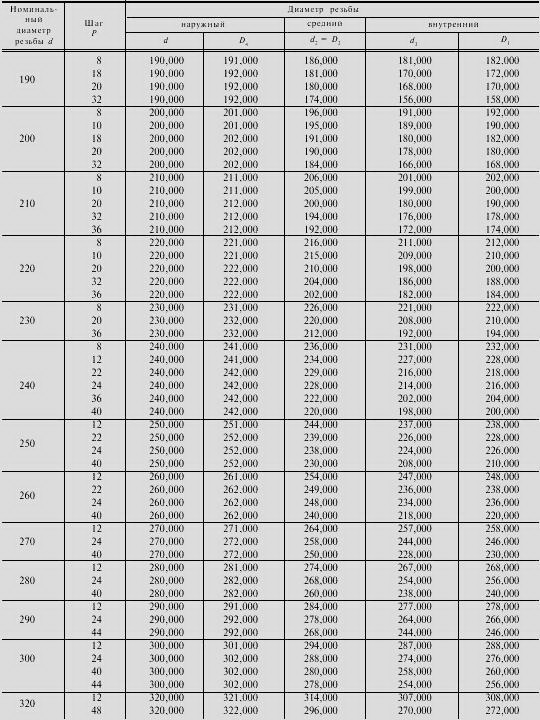
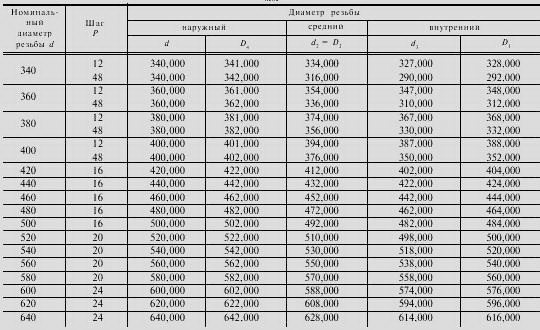
Föredragna diametrar och steg anges i GOST 24738-81. Numeriska värden av toleranser av diametrar och steg - enligt GOST 9562-81
Diametrar och steg
Trapezformad multisope tråd enligt GOST 24739-81

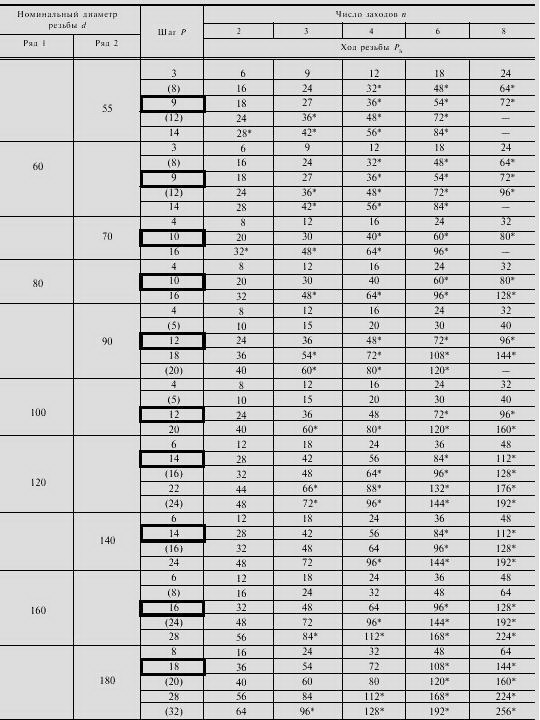
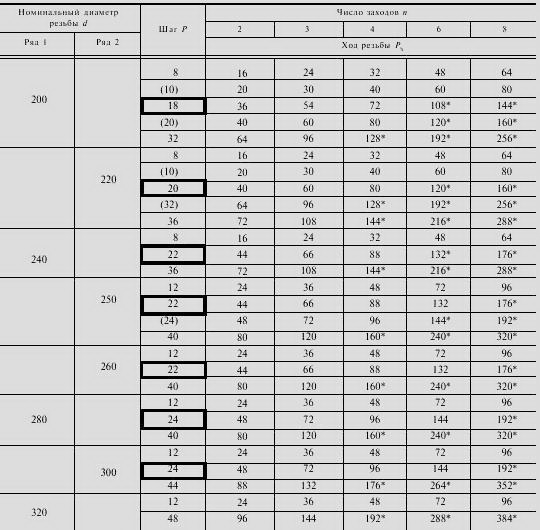
Anmärkningar:
1. Steg isolerade med ramen är föredragna.
2. Stegen som anges i parentes, när man utvecklar nya mönster, rekommenderas det inte.
3. Trådar, där framstegsvärdet är märkt *, har en vinkel på mer än 10 o. För dessa trådar är det nödvändigt att ta hänsyn till vid avvikelse av profilformuläret.
4. I tekniska och ekonomiskt rimliga fall får det tillämpa andra värden för de nominella tråddiametrarna enligt GOST 24738-81.
5. När du väljer en tråddiameter, ska du föredra den första raden av den andra.
Ett exempel på den konventionella beteckningen av den trapezformiga multi-stegsgängan med en nominell diameter av 20 mm, ett slagvärde av 8 mm, ett steg av 4 mm och ett toleransfält 8e:
Tg 20-8 (P4) - 8e
Samma vänster:
Tg 20-8 (P4) LH-8E
Gungens längd, om den skiljer sig från trådens längd, indikerar i millimeter i slutet av trådbeteckningen, till exempel:
Tg 20-8 (P4) LH-8E-180
Numeriska värden av svänglängder relaterade till grupper n och l, enligt GOST 9562-81.
Landning i den gängade anslutningen betecknad med fraktionen
Tg 20-8 (P4) LH - 8H / 8E - 180
De numeriska värdena för toleranserna med diametrar D och D1 - enligt GOST 9562-81.
Numeriska värden av diametrar D 2, D3 och D2 - enligt GOST 24739-81.
Användningen av trapezformiga trådar
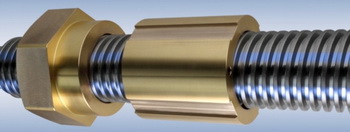
Skruvens trapezformiga tråd är en chassitråd, som har en relativt stor friktionskraft, den är inåt. Fördelen med lyftteknik - i viloläge kräver inte ytterligare fixering.
Trapezformad tråd används för att omvandla rotationsrörelsen till den translationella och användes framför allt för rak rörelse. Det finner också användningen som en körskruv i svarvar eller som en drivtråd för skruvpressen av tabeller eller fordonsbroar.
Exempel på spindel trapezformiga trådar:
Rörelse av matning på maskiner (till exempel justering och löpskruvar);
- rörelse på manipulatorn;
- Reglering av rörelse på lyftmekanismer och gaffeltruckar
- slutartidens rörelse vid låsning av gjutmaskiner;
- Förflyttning av att flytta på monteringsbehållare;
- Vertikal rörelse när du arbetar med pressen.
Liknande dokument:
GOST 3469-91 - Mikroskop. Tråd för linser. Mått
GOST 4608-81 - Metrisk carving. Landning med spänning
GOST 5359-77 - Tråd okulär för optiska enheter. Profil och storlekar
GOST 6042-83 - Edison Round Carving. Profiler, storlekar och gränsdimensioner
GOST 6111-52 - Carving konisk inches med en profilvinkel 60 grader
GOST 6211-81 - Carving pipe konisk
GOST 6357-81 - Cylindrisk carving
GOST 8762-75 - En trådrunda med en diameter av 40 mm för gasmasker och kaliber till den. Huvuddimensioner
GOST 9000-81 - Metrisk snidning för diametrar mindre än 1 mm. Toleranser
GOST 9484-81 - Trapezidal carving. Profiler
GOST 9562-81 - Tråd Trapezoidal en-inkomst. Toleranser
GOST 9909-81 - Carving koniska ventiler och gaser för gaser
GOST 10177-82 - tråd envis. Profil och huvudstorlekar
GOST 11708-82 - tråd. Termer och definitioner
GOST 11709-81 - Metrisk snidning för plastdetaljer
GOST 13535-87 - Trådbeständig förstärkta 45 grader
GOST 13536-68 - Rund tråd för sanitetsbeslag. Profil, huvuddimensioner, toleranser
GOST 16093-2004 - Metrisk carving. Toleranser Landning med ett gap
GOST 16967-81 - Metrisk snidning för instrumenttillverkning. Diametrar och steg
GOST 24737-81 - tråden av trapezformad eninkomst. Huvuddimensioner
GOST 24739-81 - Trapezformad flerdagsgänga
GOST 25096-82 - tråd envis. Toleranser
GOST 25229-82 - Metrisk konisk carving
GOST 28487-90 - Carving konisk trasa för element av borrkolumner. Profil. Mått. Toleranser
 Varför kan du inte ge ikoner
Varför kan du inte ge ikoner Är det möjligt att ge ikoner som en gåva: tecken, kyrkans uppfattning
Är det möjligt att ge ikoner som en gåva: tecken, kyrkans uppfattning För ett år sedan lämnade sin man, och nu vet jag inte vad jag ska göra
För ett år sedan lämnade sin man, och nu vet jag inte vad jag ska göra