نحوه تابش نوک غیر قابل احتراق در یک آهن لحیم کاری قوانین تیز کردن و قلعکش کردن نوک آهن لحیم کاری
فرآیند لحیم کاری برای همه کسانی که تا به حال آهن لحیم کاری را در دست گرفته اند آشناست. کیفیت کار به دمای انتخاب شده به درستی، ترکیب لحیم کاری، شار و وضعیت نوک بستگی دارد. بخشی از آهن لحیم کاری که مستقیماً در منطقه لحیم کاری قرار دارد می تواند از سرامیک یا مس ساخته شود.
ماده سنتی بدون شک مس به دلیل هدایت حرارتی عالی آن است. و چسبندگیش خوبه با این حال، این فلز ناپایدار است و به سرعت فرسوده می شود - به عبارت دیگر، در لحیم کاری می سوزد یا حل می شود. بنابراین، نوک مسی اغلب با یک لایه نازک نیکل یا نقره پوشانده می شود.
بنابراین، اکثر آماتورهای رادیویی (مخصوصاً مدرسه قدیمی) ترجیح می دهند با مس خالص کار کنند. با این حال ، چنین نوک یک اشکال جدی دارد - مس گرم شده فوراً با اکسید پوشیده می شود. این لایه نازک نه تنها چسبندگی صفر دارد، بلکه انتقال حرارت را نیز کاهش می دهد. بنابراین، نوک کار باید همیشه با یک لایه نازک از لحیم کاری پوشیده شود - قلع.

به نظر می رسد وقتی برای اولین بار آن را روشن کردید، نوک آن را با قلع پوشانید و کار کرد. با این حال، در اینجا نیز خواص مس ضرر می کند. زیر یک لایه لحیم کاری، پایه مسی می سوزد. سرباره ها تشکیل می شوند (و هیچ چسبندگی ندارند) و پوشش لحیم کاری به سرعت به محل لحیم کاری جریان می یابد. دوباره از کار پرت می شوید و شروع به تمیز کردن نیش می کنید. در مورد این روند بیشتر به شما خواهیم گفت.
مهم! هرگز سعی نکنید نوک سرامیکی یا روکش شده را با یک پارچه ساینده تمیز کنید.
در حالت اول، مواد را تقسیم می کنید، در حالت دوم، لوازم جانبی گران قیمت را به یک میله مسی ساده تبدیل می کنید.
چگونه می توان آهن لحیم کاری نوک مسی را قلع کرد؟
فرآیند پوشش به خودی خود هیچ مشکلی ایجاد نمی کند. هر نوع لحیم مذاب - قلع، سرب یا نقره، کاملاً روی مس گرم شده قرار می گیرد. به یک شرط - فلز باید تمیز باشد. و این فقط در حالت سرد امکان پذیر است. دما یک کاتالیزور برای اکسیداسیون است و چسبندگی را به صفر می رساند. لحیم سرد ذوب نمی شود. آیا دایره بسته است؟
اگر می دانید چگونه نوک آهن لحیم کاری را تمیز کنید، می توانید آن را در چند دقیقه به کار بازگردانید.
حذف رسوب، سرباره، بقایای رزین سوخته و عایق پلاستیکی را می توان بر روی یک آهن لحیم کاری سرد انجام داد. بهتر است میله مسی را با دقت از کیس بیرون کشیده و جدا از بخاری تمیز کنید.
مهم! قسمتی از میله داخل المنت حرارتی نیز اکسید شده است.
یک ویدیوی دقیق در مورد نحوه بازیابی نوک آهن لحیم کاری غیر قابل احتراق
این مهم نیست، گرمای سیم پیچ هنوز به خوبی منتقل می شود. بدتر زمانی که تفاله در قسمت داخلی نوک ظاهر شود. با این آلودگی انتقال حرارت مختل شده و برق هدر می رود.
هنگامی که برای اولین بار یک آهن لحیم کاری جدید را به شبکه روشن می کنید، این اتفاق می افتد که دود شروع به خارج شدن از بدن آن می کند، این باعث می شود لاک ها و چربی هایی که وارد مونتاژ و نگهداری می شوند، سوزانده شوند. بنابراین، توصیه می شود برای اولین بار یک آهن لحیم کاری جدید را در یک اتاق با تهویه مناسب روشن کنید یا آهن لحیم کاری را از پنجره بیرون به خیابان بگذارید و آن را از طریق یک سیم کشی وصل کنید.
قبل از شروع لحیم کاری، نوک یک آهن لحیم کاری جدید باید با فایلی شکل داده شود که برای نوع خاصی از لحیم کاری مناسب باشد. اگر انتهای نوک پس از گرم کردن آهن لحیم کاری به مدت 15-20 دقیقه آهنگری شود، مدت زمان بیشتری کار می کند، زیرا مس فشرده می شود و هنگام لحیم کاری در لحیم کاری به این سرعت حل نمی شود.
چند منظوره ترین شکل نوک، زاویه ای و برش خورده است. این شکل از نوک آهن لحیم کمتر، مانند چاقو، در صورت نیاز به گرم کردن همزمان مناسب است، به عنوان مثال، هنگام لحیم کاری از برد مدار چاپی، تعدادی از کنتاکت ها یا پین های ریزمداره را گرم کنید.
برای اینکه بتوانید برخی از عناصر رادیویی را با آهن لحیم کاری لحیم کاری کنید، باید یک نوک مخصوص مانند عکس ایجاد کنید. نوک این شکل به شما امکان می دهد بدون از بین بردن اجزای SMD بدون سرب - مقاومت ها، دیودها، خازن ها و سایر عناصر رادیویی، با یک آهن لحیم کاری لحیم کاری کنید. چنین لحیم کاری را نمی توان با یک نیش استاندارد شکل انجام داد.

پس از تشکیل نوک آهن لحیم کاری، صفحات کار آن باید قلع بندی شوند. برای این کار، هویه لحیم کاری را تا دمای کار گرم کنید، نیش را به سرعت به نوبه خود به کلوفون و لحیم کاری لمس کنید و نیش را روی یک تکه چوب صاف بمالید.
نشانه گرم شدن نوک لحیم کاری تا دمای مورد نیاز، جوشیدن کلوفون با خروج بخار فراوان در هنگام تماس نوک هویه است. اگر امکان قلعکش کردن نیش وجود ندارد، باید سطح کار آن را دوباره تمیز کنید و دوباره آن را قلعکوب کنید. نشانه های قلع بندی خوب زمانی است که کل سطح با یک لایه نازک لحیم پوشانده شود.
پایه لحیم کاری
قبل از لحیم کاری، آهن لحیم کاری باید گرم شود. در این حالت بدنه لحیم کاری تا دمای 300 درجه سانتیگراد گرم می شود و برای محافظت از اجسام اطراف در برابر آسیب لازم است از تماس لحیم کاری با آنها جلوگیری شود. برای این کار، پایه ای برای آهن لحیم کاری استفاده می شود که علاوه بر عملکرد محافظتی، نوعی میز است که معمولاً روی آن فلاکس، لحیم کاری، لاستیک فوم قرار می گیرد تا نوک آهن لحیم کاری را تمیز کند و روی قلع کاری سیم ها کار کند.
پایه های آهن لحیم کاری کارخانه ای به دلیل اندازه کوچک آنها برای استفاده راحت نیستند. پایه لحیم کاری به راحتی خودتان درست می شود.

برای یک آهن لحیم کاری 40 وات، پایه من از یک ورق تخته سه لا به ضخامت 5 میلی متر و ابعاد 18 سانتی متر در 25 سانتی متر ساخته شده است. میز بزرگتر برای کار راحت است، سطوح قطعات را روی آن گود می زنم، لحیم کاری اضافی را از بین می برم. روی آن از نوک آهن لحیم کاری. برای نگه داشتن قسمت داغ هویه لحیم کاری به تخته سه لا در فاصله 10 میلی متری از یکدیگر، دو فنجان از حلقه تلفن قدیمی با پیچ روی آن پیچ می شوند. آنها از نظر اندازه مناسب هستند، در عین حال برای ذخیره کلوفون و قطعات لحیم کاری استفاده می شوند.
به دلیل شکل گرد با آهن لحیم، فنجان ها فقط در دو نقطه تماس دارند و بنابراین گرمای کمی از آن می گیرند. یک تمساح رادیویی هنوز روی میز ثابت است که لاستیک فوم را برای تمیز کردن نیش نگه می دارد. برای مرطوب کردن لاستیک فوم (لاستیک فوم مرطوب بهتر کثیفی را از نوک آن پاک می کند) و در صورت نیاز آن را در صورت فرسودگی تعویض کنید، یک پایه به راحتی قابل جابجایی است. کروکودیل را به صورت زیر درست کردم. قسمت قرار دادن چنگال را صاف کرده و زیر فنجان لغزید.

برای یک آهن لحیم کاری 10 وات، پایه کمی متفاوت است. این یک جعبه پلاستیکی است که یک ترانسفورماتور کاهنده از ولتاژ 220 ولت به 12 ولت در آن قرار می گیرد. تکیه گاه آهن لحیم کاری از یک ورق آهنی برش خورده خم می شود که پوشش جانبی جعبه نیز می باشد. یک ورق فایبرگلاس در بالا برای قلع کردن قطعات پیچ شده است.
ابزار لحیم کاری
شما نباید در ابزار صرفه جویی کنید، باید برای انجام هر نوع لحیم کاری با آهن لحیم در انبار کافی باشد.

کیفیت و زیبایی ظاهری اتصال لحیم شده مستقیماً به مجموعه ابزارهای موجود بستگی دارد. هنگام لحیم کاری با آهن لحیم، قطعات بسیار داغ می شوند و نمی توان آنها را در دستان خود نگه داشت. بنابراین، ما به موچین، انبردست در اندازه های مختلف نیاز داریم.

اگر فک های موچین همانطور که در عکس نشان داده شده تیز باشد، در حین لحیم کاری قطعات بیرون نمی لغزند. این موچین برای نگه داشتن پیچ های کوچک هنگام پیچاندن آنها نیز مناسب خواهد بود.
برای تمیز کردن اکسیدها و از بین بردن عایق، به نیپر، چاقو، فایل، برس ماشین، کاغذ سنباده نیاز دارید. برای شکل دادن به سیم ها به شکل دلخواه، مانند انتهای یک هادی ضخیم برای اتصالات رزوه ای هنگامی که به پریز یا کلید وصل می شود، به انبر دماغه گرد نیاز دارید.

خوب است که ریز مدارها را با استفاده از سوزن پزشکی، مکش یا نوار مسی از یک کابل کواکسیال محافظت شده لحیم کنید.

پس از لحیم کردن قطعات با خلال دندان، کبریت تیز شده یا سوزن خیاطی، راحت است که سوراخ های متالایزه شده در صفحات مدار چاپی متورم شده با لحیم کاری را آزاد کنید. برای این کار از یک طرف لحیم موجود در سوراخ را با هویه لحیم کاری گرم کنید و از طرف دیگر با استفاده از ابزار فوق به بیرون فشار دهید.
نوک یک آهن لحیم کاری در حال کار نیاز به تعمیر و نگهداری منظم دارد. در غیر این صورت، لحیم کاری به آن نمی چسبد و لحیم کاری به یک روش دردناک تبدیل می شود.
هویه لحیم کاری برقی جدید با نوک تمیز و درمان نشده عرضه می شود. برای آهن لحیم کاری با عنصر گرمایش نیکروم، میله مسی است که برای گوه تیز شده است.
این برای اتصال سیم ها به یکدیگر و به پایانه های دستگاه های الکتریکی مناسب است. برای لحیم کاری قطعات کوچک، تیز کردن نوک با مخروط رایج است، که به آن اجازه می دهد به عناصر مجاور روی برد مدار چاپی نچسبد.

مراقبت از لحیم کاری برقی با بخاری نیکروم
نصب نوک در آهن لحیم کاری به طراحی آن بستگی دارد. در حالت اول توسط قسمتی که کمی صاف شده در بدن نگه داشته می شود، در حالی که با کمی تلاش وارد شده و از آن خارج می شود. در دوم، با پیچ به بدنه آهن لحیم کاری بسته می شود. این روش ترجیحی است. هر دو روش اتصال دارای ویژگی هایی هستند که بر روش های مراقبت از نوک آهن لحیم کاری تأثیر می گذارد.
با کارکرد طولانیمدت آهن لحیم، رسوب بین دیوارههای قسمت داخلی و نوک آن تشکیل میشود که انتقال حرارت را مختل میکند. اگر به موقع برداشته نشود، جدا کردن این واحد بدون شکستگی غیرممکن خواهد بود. نیش به طور دوره ای برداشته می شود، سطح داخلی با کاغذ سنباده ریز تمیز می شود و به عقب وارد می شود. هنگام بستن با پیچ، انجام این کار آسان تر است، فقط گاهی اوقات پیچ باید کاملاً باز شود و به عقب باز شود. در غیر این صورت حرکت آن از جای خود بدون شکستگی امکان پذیر نخواهد بود. با یک تثبیت ساده نوک در بدن، باید آن را با تلاش بکشید. گاهی اوقات هیچ چیز از این سرمایه گذاری حاصل نمی شود و تلاش برای رسیدن به هدف خود به هر قیمتی منجر به خرابی آهن لحیم کاری می شود. بنابراین، هر چه بیشتر نوک را از هویه لحیم خارج کرده و تمیز کنید، اتصال قابل جدا شدن آنها بیشتر باقی می ماند.

مشکل دیگری که هنگام برداشتن نوک ایجاد می شود نیز منجر به خرابی آهن لحیم کاری می شود. واقعیت این است که عنصر گرمایش با سیم نیکروم روی یک لوله میکانیت پیچیده شده است. در داخل این لوله، نوک با کمترین شکاف ممکن وارد می شود تا از حداکثر انتقال حرارت اطمینان حاصل شود. اگر رسوبات کربن تشکیل شده در حین کار این قطعات را محکم به هم مسدود کند، جداسازی قطعات منجر به پارگی عایق میکانیت و اتصال کوتاه بخشی از پیچ های سیم پیچ با یکدیگر می شود. درک این امر دشوار است و با عملیات بیشتر، به دلیل کاهش مقاومت سیم پیچ، جریان مصرف شده توسط آهن لحیم کاری افزایش می یابد، نیکروم بیش از حد گرم می شود و می سوزد. بنابراین، اگر نوک آن را برای مدت طولانی از آهن لحیم خارج نکرده اید یا هنگام جدا کردن آن مقاومت می کند، بهتر است همه چیز را همانطور که هست رها کنید.

اندازه قسمتی از نوک که در داخل هویه لحیم کاری قرار می گیرد، برای نصب ساده، توسط گیره های نگهدارنده محدود می شود. هنگام استفاده از پیچ روی محفظه برای این منظور، عمق نصب باید به درستی تنظیم شود. اگر نیش خیلی عمیق باشد، منطقه گرمایش افزایش می یابد و انتقال حرارت کاهش می یابد، زیرا قسمت کوچکتری از آن خارج خواهد بود. در نتیجه سریعتر می سوزد. علاوه بر این، رزین یا چربی در حین لحیم کاری قبل از اینکه در جای مناسب قرار گیرند می سوزند.
یکی دیگر از ویژگی های خرابی آهن های لحیم کاری برقی با بخاری نیکروم، نقض عایق بین بدنه و عنصر گرمایش است. معمولاً آسیب در ابتدا یا انتهای سیمپیچ رخ میدهد، یعنی نزدیکتر به یکی از پایانههای دوشاخه. وجود "فاز" روی بدنه آهن لحیم کاری به موقعیت آن در سوکت بستگی دارد. وجود آسیب را می توان با استفاده از یک نشانگر ولتاژ تک قطبی تعیین کرد. برای این کار، بدنه یک هویه لحیم کاری در حال کار را با آن لمس کنید، سپس دوشاخه را در پریز بچرخانید و بررسی را تکرار کنید. اگر نشانگر وجود "فاز" را تشخیص دهد، آهن لحیم کاری باید فورا دور ریخته شود. با اندازه گیری مقاومت بین کیس و هر دو پایه دوشاخه می توانید وضعیت عایق را با یک تستر یا مولتی متر بررسی کنید.
اتصال کوتاه به هیچ وجه روی کار تأثیر نمی گذارد، اما زمانی که نیش و دست همزمان با اجسام فلزی برخورد می کنند، کارگر دچار برق گرفتگی می شود. علاوه بر این، می تواند منجر به خرابی قطعات الکترونیکی شود. هنگام لحیم کاری آنها، تمام عناصر نیمه هادی دستگاه ممکن است آسیب ببینند. هنگامی که نیش اجسام فلزی زمین شده را لمس می کند، خود آهن لحیم کاری از کار می افتد، زیرا یک اتصال کوتاه در داخل آن رخ می دهد. اگر آهن لحیم کاری از یک ترانسفورماتور کاهنده کار کند، آسیب به عایق آن بر ایمنی الکتریکی تأثیر نمی گذارد.
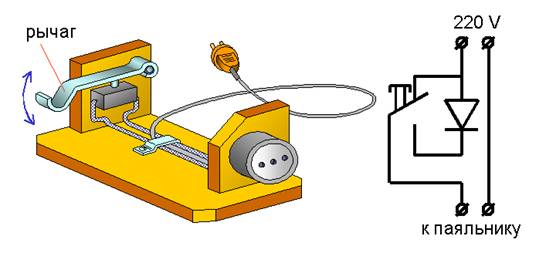
روشن ماندن اتو لحیم برقی برای مدت طولانی بدون انجام کاری توصیه نمی شود، زیرا باعث سوختن نوک آن می شود. اگر اغلب موقعیتهایی پیش میآید که باید کار را متوقف کنید و سپس به سرعت آن را از سر بگیرید، میتوانید یک دستگاه کوچک را با یک سوئیچ و یک دیود مونتاژ کنید. اگر لازم باشد آهن لحیم کاری را برای مدتی به "استندبای داغ" منتقل کنید، به کمک یک کلید از طریق دیود به آن برق می رسد و با توانی دو برابر کمتر شروع به کار می کند. قرار دادن دستگاه در یک پوشش داخلی با یک سوئیچ استاندارد راحت است. در این مورد، می توانید یک سوکت را قابل سوئیچ کنید و از بقیه به صلاحدید خود استفاده کنید، به عنوان مثال، برای اتصال تجهیزات در حال تعمیر، یک اسیلوسکوپ یا سایر ابزارهای اندازه گیری. سوکت آهن لحیم کاری را می توان با یک نشانگر یا وسایل موجود دیگر مشخص کرد.
گاهی اوقات یک کلید محدود بر روی پایه نصب می شود که منبع تغذیه آهن لحیم کاری قرار داده شده روی آن را از طریق یک دیود تغییر می دهد. این روش یک اشکال دارد: هر بار که آهن لحیم کاری را از پایه خارج می کنید، باید منتظر بمانید تا دمای مورد نیاز گرم شود. این به طور قابل توجهی روند لحیم کاری را کند می کند.
همچنین می توانید از رگولاتور برق هویه لحیم کاری استفاده کنید. می توانید آن را بخرید یا خودتان بسازید. اما در برخی موارد (به عنوان مثال، برای لحیم کاری سیم در جعبه های اتصال) این دستگاه اضافی خواهد بود. برای کار با قطعات الکترونیکی، تنظیم دمای نوک از اهمیت بالایی برخوردار است، بنابراین بهتر است از لحیم کاری های سرامیکی یا ایستگاه های لحیم کاری برای این منظور استفاده کنید که دارای تنظیم و تثبیت دمای نوک هستند و صرفاً برق مصرفی را تغییر ندهید. آهن لحیم کاری

لحیم کاری Atten SS-50 با کنترل کننده دما
نحوه صحیح قلع کردن نوک مسی در آهن لحیم کاری
نیش باید قبل از استفاده قلع شود. در غیر این صورت لحیم کاری به آن نمی چسبد و لحیم کاری غیر ممکن می شود. بیایید راه هایی را در نظر بگیریم که چگونه یک نوک آهن لحیم کاری را به درستی قلع بندی کنیم. برای این فرآیند شما نیاز دارید:
- کلوفون;
- لحیم کاری؛
- بلوک چوبی؛
- کاغذ سنباده یا سوهان ریز دانه.
سطح کار نوک جدید را با کاغذ سنباده ای که روی بلوک قرار داده شده تمیز می کنیم تا براق شود. اگر نیش عمل کرده باشد، سطح آن ناهموار و دارای حفره هایی است، قبل از سرویس باید با سوهان تراز شود. برای این کار بهتر است آن را از آهن لحیم خارج کرده و به صورت گیره درآورید. اگر به دلایلی که در بالا توضیح داده شد، از بین بردن نوک غیرممکن است، می توانید بدون آن انجام دهید. اعتقاد بر این است که بهتر است یک هواپیما برای لحیم کاری نه با سوهان، بلکه با آهنگری تشکیل دهید و به تدریج نوک نوک را با چکش صاف کنید. این فرآیند پرزحمتتر است و به مهارتهای خاصی نیاز دارد، اما در نتیجه لحیم کاری کمتر مس نیش آنها را میشوید. چاله ها در آن کندتر شکل می گیرند و به زودی نیازی به قلع کاری مجدد نخواهد بود.
حالا نوک را در جای خود قرار می دهیم و هویه لحیم کاری را به شبکه روشن می کنیم. در عین حال، ما به طور دوره ای گرمایش را با دست زدن به رزین کنترل می کنیم. به محض اینکه شروع به ذوب شدن کرد، تمام سطح کار را با آن می پوشانیم. در فرآیند سوزاندن کلوفون، این فرآیند به طور دوره ای تکرار می شود، منتظر لحظه ای است که دما برای ذوب شدن لحیم کاری کافی باشد. به محض این که این اتفاق می افتد، کل سطح کار نوک را با لحیم کاری می پوشانیم و اضافی را از آن جدا می کنیم.
سطح باید کاملا قلع بندی شود. اگر شکاف وجود داشته باشد، یا نیش قلعبندی نشده باشد، اکسید به خوبی حذف شده است. برای خنک نشدن لحیم کاری و تمیز نشدن مجدد سطح از یک ترفند کوچک استفاده می کنیم.
روی بلوک کاغذ سنباده و یک تکه رزین روی آن قرار دهید. آن را با آهن لحیم کاری ذوب می کنیم و سطح کار نوک را با کاغذ سنباده در محیط رزین تمیز می کنیم. به صورت دوره ای لحیم کاری اضافه کنید. این روش همچنین برای بازیابی سریع سطح کار مناسب است. به محض ظاهر شدن مناطق توسعه نیافته روی آن، توصیه می شود وضعیت را با کاغذ سنباده و کلوفون اصلاح کنید. این بهتر از صاف کردن سطح بعد با سوهان است.
نحوه تابش نیش غیر قابل احتراق
یک نوک مسی معمولی این عیب را دارد که کم کم می سوزد و نیاز به تکرار مکرر مراحل تمیز کردن فوق دارد. حذف تمام لحیم کاری که برای لحیم کاری موارد برخی از ریزمدارها لازم است، غیرممکن است.
نیش های غیر قابل احتراق که سطح آن با لایه ای از نیکل پوشیده شده است از این کاستی ها خالی است. اما آنها نیاز به مراقبت ویژه دارند. لایه پوشش نازک است و خراشیده نمی شود. بنابراین، نوک های نیکل اندود شده را نمی توان با سوهان، سوهان سوزنی یا حتی کاغذ سنباده تمیز کرد. حتی نمی توانید با ضربه زدن به پایه لحیم کاری لحیم کاری را تکان دهید. اگر لایه پوشش آسیب ببیند، مس از زیر آن شسته شده و نیش غیرقابل استفاده می شود. بنابراین، تابش آن مانند مس کارساز نخواهد بود.
برای قلع کردن نیش غیر قابل احتراق به موارد زیر نیاز دارید:
- یک تکه پارچه پنبه ای (می توانید از یک حوله قدیمی استفاده کنید)؛
- کلوفون;
- لحیم کاری
پارچه را باید به وفور در آب مرطوب کرد و فشرده کرد و یک تکه لحیم کاری کوچک را در یک شیشه کلوفون انداخت. آهن لحیم کاری را گرم کنید، سپس آن را به شدت با نیش روی پارچه مرطوب بمالید و اکسیدها را از بین ببرید. سپس به سرعت آن را در کلوفون فرو کنید و یک تکه لحیم را در آن ذوب کنید. نیش در محیط رزین قلع می شود که بقایای اکسیدها را حل می کند. پس از آن باید با همان پارچه ای که در ابتدا استفاده می شد پاک شود.
اسفنج های سلولزی ویژه ای که در فروشگاه های لوازم الکترونیکی فروخته می شوند، برای تمیز کردن نیش های غیر قابل احتراق در حین کار استفاده می شوند. اسفنج باید قبل از استفاده در آب خیس شود و اضافی آن را فشار دهید. بهتر است از گلیسیرین استفاده کنید، خشک نمی شود. در طول کار، باید به طور دوره ای نوک آهن لحیم کاری را روی اسفنج پاک کنید، اکسیدها و لحیم کاری اضافی را از بین ببرید.
برای این کارها می توانید از یک اسفنج سیمی (دستمال شستشو) ساخته شده از برنج یا مس نیز استفاده کنید. همچنین در فروشگاه های رادیویی آماتور فروخته می شود. حوله شستشوی فولادی ضد زنگ نیز مناسب است، اما فقط نرم است تا نیش را خراش ندهد.
اما اگر آهن لحیم کاری با نوک غیر قابل احتراق بیش از حد گرم شود، ممکن است همه این روش ها کمکی نکنند. دمای آن نباید از 300 درجه سانتیگراد تجاوز کند. بنابراین فقط باید در لحیم کاری با کنترل دما با تثبیت استفاده شود.
تنظیم کننده های برق در اینجا کمکی نمی کنند، زیرا انتخاب حالت عملکرد آن دشوار است. دما، بسته به شدت لحیم کاری، زمانی که آهن لحیم کاری روی پایه غیر فعال است، به طور مداوم تغییر می کند، حداکثر است، زمانی که لحیم کاری ذوب می شود، کاهش می یابد. ولتاژ شبکه نیز می تواند تغییر کند و بر دما تأثیر بگذارد. در دستگاه های لحیم کاری سرامیکی و ایستگاه های لحیم کاری، تنظیم با استفاده از حسگر تعبیه شده در آهن لحیم کاری سازماندهی می شود. دمای اولیه توسط کاربر تنظیم می شود و دستگاه کنترل بدون مشارکت او آن را حفظ می کند. همچنین توصیه نمی شود که نوک بدون سوز گرم شده را بدون لحیم کاری برای مدت طولانی نگه دارید.
یکی دیگر از مزایای نوک های غیر قابل احتراق طراحی شده برای آهن لحیم کاری سرامیکی و ایستگاه های لحیم کاری این است که قابل جابجایی و تعویض آسان هستند. تولید کنندگان طیف گسترده ای از نوک ها را در اشکال و اندازه های مختلف تولید می کنند که برای انجام انواع مختلف کار طراحی شده اند. صاحبان آهن های لحیم کاری با بخاری نیکروم باید به ترفندهایی بروند تا آنها را جهانی کنند: نوعی درج اختراع کنید، یک سیم مسی ضخیم را در اطراف نوک بپیچید. این فرآیند لحیم کاری را راحت تر نمی کند، بلکه برعکس است. و اگر به یاد داشته باشید که تغییر نوک چنین آهن لحیم کاری گاهی اوقات چندان آسان نیست، باید استفاده از اشکال مختلف سطوح گرمایش را برای آن کاملاً فراموش کنید.
مزایا و معایب لحیم کاری برقی
لحیم کاری سرامیکی فشرده و مقرون به صرفه هستند. عنصر گرمایش آنها در نوک آن تعبیه شده است و گرم شدن سریع را تضمین می کند. اما این عناصر گرمایشی تحمل تغییرات ناگهانی دما را ندارند، بنابراین بهتر است آنها را به شدت خنک نکنید. همچنین، از نیش هایی که برای آنها طراحی نشده اند استفاده نکنید: تغییر حالت دمای عملکرد فوراً المنت گرمایش را غیرفعال می کند.
همه کاره ترین ابزار برای لحیم کاری، البته ایستگاه های لحیم کاری است. می توانید نیش ها را در آنها تغییر دهید، دمای آنها را به آرامی تنظیم کنید. اکثر آنها با ولتاژ کاهش یافته کار می کنند و به صورت گالوانیکی از شبکه جدا می شوند و همچنین قابلیت اتصال زمین به آهن لحیم کاری را دارند. همراه با استفاده از تسمه اتصال به زمین، از آسیب به قطعات الکترونیکی رادیویی ناشی از الکتریسیته ساکن و تداخل شبکه جلوگیری می کند.

ایستگاه های لحیم کاری تنها یک ایراد دارند: آنها فضای بیشتری را روی میز نسبت به یک هویه لحیم کاری معمولی اشغال می کنند و کار با آنها در میدان سخت است. بنابراین، هنگام انتخاب اینکه کدام آهن لحیم کاری بهتر است، باید روی آنچه لحیم کاری، کجا و چند وقت یکبار تمرکز کنید. و انتخاب آهن لحیم کاری به نوک شما بستگی دارد.
بسیاری از هویه های لحیم کاری خانگی با نوک مسی ساخته می شوند. به عنوان مثال، EPSN. قبل از استفاده از این لحیم کاری، نوک مسی باید به درستی ماشینکاری شود. به نیش باید شکلی داده شود که برای لحیم کاری مناسب باشد.
برخی افراد آن را با یک فایل ساده پردازش می کنند و به خصوص افراد خلاق ترجیح می دهند آن را جعل کنند. در نتیجه نوک هویه دوام بیشتری پیدا می کند و در طول فرآیند لحیم کاری بسیار کمتر در لحیم حل می شود. اما دیر یا زود همه به این فکر می کنند که چگونه می توان یک آهن لحیم کاری را با نوک مسی قلع کرد.
ویژگی های لحیم کاری
بهتر است آهن لحیم کاری بخرید که نوک آن با یک پیچ مخصوص وصل شده است. چنین نیش همیشه می تواند به راحتی برداشته شود و دوباره پردازش شود. البته اگر در فرآیند استفاده گیر کند، این روند به این راحتی نخواهد بود. بنابراین هنگام استفاده از هویه های لحیم کاری با نوک متحرک، لازم است هر از چند گاهی آنها را جدا کرده و محل اتصال را تمیز کنید تا نچسبد.
بعد از اینکه نیش به شکل دلخواه در آمد، باید آن را قلع کرد. عبارت "نحوه قلع کردن نوک آهن لحیم کاری" به این معنی است که شما باید ناحیه کار نوک را با یک لایه نازک لحیم بپوشانید. انجام این کار خیلی سخت نیست. کافی است آهن لحیم کاری را در شبکه روشن کنید، صبر کنید تا به دمایی که کلوفون شروع به ذوب شدن می کند گرم شود و سپس نوک آن را در آن فرو کنید.

پس از اینکه هویه تا دمای کار خود گرم شد، باید قسمتی از آن را که در حال لحیم کاری است از هر طرف با لحیم کاری بپوشانید. برای این کار بهتر است قطعات کوچک یا لحیم کاری که به صورت سیم ساخته شده است را بگیرید. یک قطعه لحیم کاری بزرگ با آهن لحیم کاری با توان 25 وات قادر به ذوب شدن نخواهد بود.
شکل نوک آهن لحیم کاری
شکل نیش ممکن است متفاوت باشد. انتخاب بستگی به عادات فردی دارد که از آهن لحیم استفاده می کند و البته به نوع کار انجام شده با کمک آن. برخی از افراد نوک مخروطی شکل آهن لحیم کاری را ترجیح می دهند، در حالی که برخی دیگر برش 45 درجه را ترجیح می دهند.
واقعیت این است که حتی ترانزیستورهای پنهان در کیس های SOT-23، قطعات SMD یا خازن هایی با مقاومت 1206 را می توان با نوک آهن لحیم کاری تیز شده لحیم کاری کرد. با توانی در حدود 25 وات، که در آن نوک به شکل زیر پردازش می شود. حرف P. باید به خاطر داشت که این کار قبل از قلع کردن نوک آهن لحیم کاری انجام می شود.
این کار به منظور گرم نشدن بیش از حد نتیجه های قطعه انجام می شود که هنگام لحیم کاری با آهن لحیم کاری با نوک معمولی اتفاق می افتد. و با کمک چنین نیش U شکل، نتایج یکباره به هم لحیم می شوند و قطعه به راحتی از نقطه لحیم کاری آزاد می شود.

هنگام انجام کار بر روی لحیم کاری انبوه قطعات رادیویی با استفاده از تنظیم کننده قدرت، بهتر است از آهن لحیم کاری قوی تر استفاده کنید. ساختن آن به تنهایی کار سختی نیست. در این حالت یک هویه لحیم کاری تا توان 65 وات مناسب است.
موارد بسیار مکرری وجود دارد که هنگام لحیم کاری ناگهان رزین شروع به دود می کند. این بدان معنی است که آهن لحیم کاری بیش از حد گرم شده است. باید آن را از شبکه خاموش کنید و صبر کنید تا خنک شود. در همان زمان، اگر آهن لحیم کاری کمتر از حد معمول خنک شود، شروع به لحیم کاری ضعیف می کند. با استفاده از یک تنظیم کننده قدرت می توان به راحتی از چنین مشکلاتی جلوگیری کرد و کار بسیار آسان تر می شود و از کارهای اولیه لازم چیزی جز قلع کردن نوک آهن لحیم کاری باقی نمی ماند.

تیز کردن آهن لحیم کاری
- نوک آهن لحیم کاری با سوهان با زاویه 30-40 درجه تیز می شود.
- لبه به عرض 1 میلی متر و کمی صاف باقی می ماند.
- در یک آهن لحیم کاری جدید، فقط باید نوک آن را با کاغذ سنباده ریز سنباده بزنید تا پتینه جدا شود. پتینه یک اکسید مس مایل به سبز است.
- اگر تیز کردن فروشگاه مناسب شما نیست، باید نیش را بردارید و خودتان آن را جعل کنید و شکل یک تیغه مقعر را به خود بدهید. این روش یک مزیت دیگر دارد - فلز کمتر در معرض خوردگی قرار می گیرد.
- برای اینکه نوک ظاهری کامل داشته باشد، باید آن را با یک فایل با بریدگی خوب پردازش کنید.
نحوه قلع زدن نیش
قلع کردن نیش به معنای پوشاندن آن با یک لایه نازک لحیم کاری است. این مستلزم:
- لحیم کاری را روشن کنید و منتظر بمانید تا میله مسی قرمز مایل به نارنجی شود. دیگر نباید صبر کنید، زیرا ممکن است میله بسوزد.
- کل نوک آن را در کلوفون فرو کنید و یک قطعه کوچک لحیم کاری را ذوب کنید.
- کل نوک را با لحیم کاری بپوشانید. اگر ابتدا آن را روی سطح چوبی بمالید بهتر می پوشد.
چگونه یک نیش غیر قابل احتراق را قلع کنیم؟
در فروش می توانید آهن های لحیم کاری را پیدا کنید که در آنها قسمت کار با یک ترکیب خاص غیر قابل احتراق پوشانده شده است. این لایه بسیار نازک است و هرگز نباید تمیز شود، همانطور که در مورد آهن لحیم کاری معمولی انجام می شود. این سوال مطرح می شود: "اگر نمی توان آن را به روش معمول تمیز کرد، چگونه می توان نوک آهن لحیم کاری را قلع کرد؟" باید از اسفنج مخصوص استفاده شود. پارچه ای که خانم های خانه دار معمولاً با آن ظرف ها را می شویند یا پارچه ای که قبلا در آب خیس کرده اند نیز مناسب است. هنگام استفاده از چنین آهن های لحیم کاری، باید به خاطر داشت که هر گونه تنش مکانیکی عمر مفید آنها را به میزان قابل توجهی کاهش می دهد.

برای تابش نوک چنین آهن لحیم کاری، باید تکه ای از لحیم کاری را داخل رزین مذاب پایین بیاورید، آن را با نیش روی یک پارچه مرطوب بمالید، اکسیدها را از آن جدا کنید، و سپس آهن لحیم کاری گرم شده را روی لحیم کاری قرار دهید. پس از قلع زدن، باقی مانده است که نوک آن را با پارچه پاک کنید و آهن لحیم کاری آماده کار است.
هنگام کار با هر نوع اتو لحیم کاری، باید سعی کنید آنها را بیش از 300 درجه سانتیگراد گرم نکنید، در غیر این صورت باید دوباره نوک آن را سرهم کنید. و البته، هرکسی که از هویه لحیم کاری استفاده می کند باید بداند که چگونه نوک اتو لحیم کاری را به درستی قلع کند.
لحیم کاری مواد هنگام کار با رادیو الکترونیک یک چیز رایج است. یادگیری لحیم کاری آسان است و با تجربه این مهارت فقط رشد خواهد کرد. اما ابزار نیاز به نگهداری با کیفیت دارد تا بتواند بدون نقص کار کند. صنعتگر باید بتواند نوک هویه لحیم کاری را به درستی قلع و قمع کند تا لحیم کاری روی آن نگه داشته شود، در حالی که نوک آن آسیب نبیند.
پوشش های موجود و ویژگی های آنها
ماده سنتی مس است. رسانایی حرارتی خوبی دارد، بنابراین از زمان اختراع آهن لحیم کاری، مس در تولید استفاده شده است. اما این ماده دارای یک نقطه ضعف است - سایش زیاد. این فلز با فرسودگی و توانایی حل شدن در لحیم کاری مشخص می شود. تولیدکنندگان با گذشت زمان شروع به کار بر روی کاستی هایی کردند که باعث ایجاد پوشش های نیکل یا نقره شد.
نیکل مقاوم در برابر سایش و بسیار بادوام است. در نتیجه مصرف کننده یک هندپیس با عمر طولانی دریافت می کند. اما یک اشکال وجود دارد - چسبندگی ضعیفبه همین دلیل نوک نیکل قادر به نگه داشتن لحیم کاری نیست. لحیم کاری را می توان فقط با تغذیه مستقیم مواد به محل انجام داد که از قبل با نیش گرم شده است.
 نقره چسبندگی خوبی دارد، اما هدایت حرارتی کمی دارد. این ماده در لحیم کاری محلول است و هزینه بالایی دارد. هنگام کار، پایه مسی خیلی سریع در معرض دید قرار می گیرد و یک نیش گران قیمت باید به زودی دور ریخته شود.
نقره چسبندگی خوبی دارد، اما هدایت حرارتی کمی دارد. این ماده در لحیم کاری محلول است و هزینه بالایی دارد. هنگام کار، پایه مسی خیلی سریع در معرض دید قرار می گیرد و یک نیش گران قیمت باید به زودی دور ریخته شود.
پره های مس هنوز به طور گسترده توسط آماتورهای رادیویی استفاده می شود و از پوشش های بهبود یافته اجتناب می کنند. ما باید با ویژگی مس - اکسیداسیون سریع در دماهای بالا کنار بیاییم. در نتیجه، چسبندگی کاهش می یابد و صنعتگران باید به سرعت نوک آن را تمیز کنند، یک لایه نازک از فلز را پاک کرده و آن را از سرباره ها تمیز کنند.
نکات اسپری مدرن نیز باید برای کار آماده شود، فقط تکنیک تا حدودی متفاوت است. لحیم کاری روی سطح آنها جمع می شود که باید به طور دوره ای برداشته شود. این کار به گونه ای انجام می شود که به پوشش گران قیمت آسیب نرساند، در غیر این صورت، به جای یک نوک پراکنده، می توانید یک میله مسی معمولی تهیه کنید.
تهیه نوک مسی
 لحیم کاری به خوبی روی نوک کمی گرم شده قرار می گیرد، اما با یک شرط - باید تمیز باشد. این فقط در دماهای پایین امکان پذیر است، زیرا دستکاری نیش شکافته دشوار است. وظیفه در ابتدای کار تمیز کردن ابزار است. پس از گرم شدن، باید به طور دوره ای لایه اکسید شده را برای بهبود چسبندگی آسیاب کنید.
لحیم کاری به خوبی روی نوک کمی گرم شده قرار می گیرد، اما با یک شرط - باید تمیز باشد. این فقط در دماهای پایین امکان پذیر است، زیرا دستکاری نیش شکافته دشوار است. وظیفه در ابتدای کار تمیز کردن ابزار است. پس از گرم شدن، باید به طور دوره ای لایه اکسید شده را برای بهبود چسبندگی آسیاب کنید.
از یک آهن لحیم کاری سرد، می توانید میله را جدا کرده و تمیز کردن با کیفیت بالا را انجام دهید. در این صورت، آسیب دیدن تصادفی بخاری کارساز نخواهد بود. کل نوک به طور کامل پردازش شده است، زیرا مس داخل بخاری نیز از دمای بالا اکسید می شود. این امر انتقال حرارت را مختل می کند و برق هدر می رود.
قبل از قلع کردن آهن لحیم کاری با نوک مسی، باید آن را از آلودگی تمیز کنید. کار با فایل و سنباده انجام می شود. این ماده تا یک لایه تمیز تیز می شود تا مس جدید به نظر برسد. ابتدا یک تمیز کردن خشن با یک سوهان انجام می شود و سپس سطح با کاغذ سنباده به حالت صاف پرداخت می شود.
صنعتگران باتجربه نوک آن را به غل و زنجیر می زنند، که کمی سرعت اکسیداسیون را کاهش می دهد. فرآیند به این صورت است که سطح میله مسی با ضربات ملایم چکش روی سندان به طور یکنواخت سخت می شود.
قلع بندی نوک مسی به 2 روش انجام می شود- با رزین و مالیدن با قلع. گزینه اول با تولید دود زیاد مشخص می شود، بنابراین به دلیل خطرات بهداشتی برای اماکن مسکونی توصیه نمی شود. توصیه می شود این روش در بالکن انجام شود. نوک تمیز شده در ظرفی با رزین قرار می گیرد، جایی که قبلاً کمی لحیم کاری قرار داده شده است که بلافاصله نوک آن را می پوشاند و از اکسید شدن آن جلوگیری می کند. بعد از اینکه نیش با پارچه طبیعی پاک می شود. این کار را با احتیاط انجام دهید تا خود را نسوزانید. آنها سعی می کنند لحیم کاری را به مس بمالند.
قلع مالش یک روش عملاً بدون دود است. نیش تمیز شده حرارت داده می شود و در کلوفون فرو می رود. سپس سطح گرم را با قلع بمالید. این روش چندین بار تکرار می شود، لایه محافظ با یک پارچه مالیده می شود.
درمان اولیه بستر با پاشش
 یک نوک با پاشش سرامیکی یا نیکل نیازی به قلع بندی ندارد - این چیزی است که سازندگان توصیه می کنند، اما این چیزی بیش از یک شیرین کاری تبلیغاتی نیست. چنین پوشش هایی نیز مستعد اکسید شدن هستند، اما روند کندتر است. قلع کردن نوک آهن لحیم کاری یک ایستگاه لحیم کاری مدرن با روش اثبات شده کار نخواهد کرد - این باعث از بین رفتن پوشش می شود.
یک نوک با پاشش سرامیکی یا نیکل نیازی به قلع بندی ندارد - این چیزی است که سازندگان توصیه می کنند، اما این چیزی بیش از یک شیرین کاری تبلیغاتی نیست. چنین پوشش هایی نیز مستعد اکسید شدن هستند، اما روند کندتر است. قلع کردن نوک آهن لحیم کاری یک ایستگاه لحیم کاری مدرن با روش اثبات شده کار نخواهد کرد - این باعث از بین رفتن پوشش می شود.
این نکات با یک تکه پارچه نخی تمیز می شوند. برای انجام این کار، لحیم کاری را به کلوفون اضافه کنید.و یک نیش گرم شده در مخلوطی که قبلاً با پارچه مالش داده شده است فرو می رود. لحیم مذاب نوک آن را پوشانده و یک لایه محافظ تشکیل می دهد.
قلع بندی در فرآیند لحیم کاری
آماده سازی برای کار در یک فضای آرام انجام می شود. پس از مدتی، با شروع سوختن مس، چسبندگی نوک کاهش می یابد. این معمولا در 5-10 دقیقه شروع می شود. راه های مختلفی وجود دارد که چگونه می توان آهن لحیم کاری را در حین کار به درستی قلع کرد.
بلوک چوبی
یک تخته مخروطی همیشه باید در دست استاد باشد. این چوب حاوی رزین طبیعی است. یک شار روی میله ریخته می شود و کمی لحیم کاری قرار می گیرد. به محض اینکه نیش چسبندگی خود را از دست داد، به چوب مالیده می شود. بنابراین، شما نه تنها می توانید آهن لحیم کاری را تمیز کنید، بلکه تابش دهید.
اسفنج فلزی
 این روش با سرعت بالا مشخص می شود. ایستگاه های لحیم کاری کارخانه دارای یک ظرف با یک اسفنج فلزی هستند. در زندگی روزمره از یک دستمال فلزی معمولی استفاده می کنند.
این روش با سرعت بالا مشخص می شود. ایستگاه های لحیم کاری کارخانه دارای یک ظرف با یک اسفنج فلزی هستند. در زندگی روزمره از یک دستمال فلزی معمولی استفاده می کنند.
صنعتگران باتجربه کف اسفنج را با شار روغن کاری می کنند. غوطه ور شدن کم عمق نوک باعث تمیز کردن آسان می شود. اما اگر پایه را در لحیم کاری فرو کنید و سپس آن را عمیقاً در یک اسفنج فرو کنید و به لایه شار برسید ، تمیز کردن با قلع ترکیب می شود.
حتی زمانی که محکم فشار داده شود، آسیب رساندن به ابزار دشوار است. این روش برای هر نوع دستگاهی مناسب است.
روش اثبات شده و پیشگیری
روش های قبلی نسبتاً جدید بودند. اجداد ما قلعکشی را به روشی متفاوت انجام میدادند و از سوهان با بریدگی ریز استفاده میکردند. برای انجام کار به یک میز کار نیاز خواهید داشت که گاهی با تخته و همچنین رزین و لحیم نسوز جایگزین می شود.
روش:

این روش حداقل 10 دقیقه طول خواهد کشید. این زمان از این جهت سودمند است که میتوانید بدون تمیز کردن اضافی مدت بیشتری با ابزار کار کنید.
اقدامات پیشگیرانه در برابر اکسیداسیون:

صنعتگران آگاه همیشه ساز خود را آماده دارند. توصیه می شود بعد از کار و همچنین قبل از آن، پس از نگهداری طولانی مدت، نوک آهن لحیم کاری را جدا کنید. اقدامات پیشگیرانه در حین لحیم کاری به از بین بردن چسبندگی ضعیف لحیم کاری به نوک هر ماده کمک می کند.
 پنیرهای معروف سوئیسی پنیر سفت سوئیسی برای غذاهای گرم
پنیرهای معروف سوئیسی پنیر سفت سوئیسی برای غذاهای گرم پنیر سوئیسی انواع پنیر سوئیسی
پنیر سوئیسی انواع پنیر سوئیسی معمای مرگ آدولف هیتلر
معمای مرگ آدولف هیتلر