لحیم کاری با آهن لحیم کاری در منزل. قوانین تیز کردن و قلع کاری نوک آهن لحیم کاری نحوه قلع کردن نوک آهن لحیم کاری ابدی
تقریباً همه رایج ترین آهن لحیم کاری با نوک مسی را دارند. این یکی ساده است و ابزار مفیدنه تنها برای متخصصان درگیر در الکترونیک رادیویی ضروری است. همچنین اغلب در مزرعه مورد نیاز است، به عنوان مثال، برای لحیم کردن دو سیم یا تعمیر برخی از مشکلات ساده. لوازم خانگیبا دستان خودت
با این حال، همه کاربران تازه کار حتی در ساده ترین عملیات - قلع کردن آهن لحیم کاری - موفق نیستند.
چرا قلع آهن لحیم کاری؟
پاسخ به این سوال این است که در طول فرآیند لحیم کاری لازم است که لحیم کاری (آلیاژی از سرب و قلع) را با نوک گرم شده جمع کنید و سپس به محل اتصال منتقل شود. اما اگر قلعبندی نشود، این روش غیرممکن میشود. لحیم کاری به آهن لحیم نمی چسبد، بنابراین نمی توان مقدار مورد نیاز آلیاژ را برداشت و به محل لحیم کاری انتقال داد.چرا این اتفاق می افتد؟ هنگامی که یک نوک گرم شده با لحیم تماس می گیرد، دومی ذوب می شود و به سطح می چسبد. اما فقط زمانی که یک لایه قلع روی آن وجود داشته باشد، که به آن «هن لحیم کاری قلع» می گویند. بر این اساس، اگر با رزین، فلاکس یا پلاستیک رنگ آمیزی شود، برهمکنش مشخص شده رخ نمی دهد. لحیم کاری به سادگی ذوب می شود، قطرات فلز تشکیل می شود، اما کل چیز به نوک نمی چسبد.
آهن لحیم کاری قلعبندی شده ابزاری است که قسمت کار آن با یک لایه نازک لحیم پوشانده شده است. قلع به راحتی به چنین سطحی می چسبد و به راحتی می توان آن را به هادی، تخته، قطعه رادیویی و غیره منتقل کرد.
مواد لحیم کاری قلع
برای قلع کاری مناسب آهن لحیم کاری با نوک مسی، به حداقل مجموعه ای از مواد نیاز دارید:- کلوف کاج؛
- لحیم کاری؛
- سمباده؛
- اسفنج برای شستن ظروف

اگر به توصیه های زیر گوش دهید، نتیجه بسیار بهتر خواهد بود.
از رزینی که تاریخ مصرف آن گذشته است استفاده نکنید. همچنین بهتر است هر چیزی را که تیره شده یا به مواد خارجی آلوده شده است مصرف نکنید. به عنوان یک قاعده، رزین استاندارد برای استفاده در عرض دو سال از تاریخ تولید مناسب است.
توصیه می شود لحیم کاری را خریداری کنید که دارای حداکثر باشد سایه روشن. این بدان معنی است که آلیاژ حاوی قلع بیشتر و بر این اساس سرب کمتری است. این لحیم کاری بهتر ذوب می شود و برای یک کاربر تازه کار راحت تر است.
سنباده باید به گونه ای باشد که پس از استفاده از آن هیچ شیار عمیقی روی نوک مسی باقی نماند. به همین دلیل، هرگز نباید از آن برای تمیز کردن استفاده کنید. سنگ های تیز کردن. نتایج عالی با استفاده از کاغذ سنباده P150 حاصل می شود.
یک اسفنج برای شستن ظروف باید دارای یک پد سفت باشد، زیرا این سمتی است که برای کار استفاده می شود. تقریباً با هر ماده نمدی قابل تعویض است. همچنین اسفنج های مخصوصی برای تمیز کردن هویه لحیم کاری وجود دارد.
فرآیند قلع کاری آهن لحیم کاری با نوک مسی

بلافاصله شایان ذکر است که با استفاده از روشی که در زیر توضیح داده شده است فقط می توانید آهن های لحیم کاری را با نوک مسی قلع کنید. اگر پردازش شود سمبادهنوک سرامیکی، خواص خود را به طور غیرقابل برگشتی از دست می دهد و تنها کاری که باید انجام دهید این است که چسب گران قیمت را دور بیندازید.
اگر قلع یخ زده روی سطح کار نوک باقی بماند، می توان آن را به شرح زیر جدا کرد. ابتدا باید آهن لحیم کاری گرم شود. سپس نوک آن را به کلوفون پایین می آورند و روی یک رشته تمیز می کنند سیم مسی، آغشته به شار.
در مرحله بعد، قسمت کار ابزار باید از رسوبات کربن تمیز شود. این کار با استفاده از کاغذ سنباده انجام می شود. نیازی به غیرت خاصی نیست، زیرا مس یک فلز نسبتاً نرم است.




توجه ویژه ای به قسمتی از نوک است که برای لحیم کاری استفاده می شود.
بلافاصله پس از تمیز کردن، آهن لحیم کاری روشن شده و تا دمای کار گرم می شود. از آنجایی که مس خیلی سریع اکسید می شود، توصیه می شود در طول فرآیند حرارت دادن، نوک آن را در رزین فرو کنید. این امر دسترسی اکسیژن را محدود می کند و سطح در عرض چند ثانیه با اکسید پوشیده نمی شود. در دماهای بالا این فرآیند به طور قابل توجهی تسریع می شود.




هنگامی که آهن لحیم کاری به درستی گرم شد، آن را از رزین خارج کرده و به لحیم میآورند. تایپ کردن مقدار کافیآلیاژ (قلع باید کاملاً به سطح تمیز شده بچسبد)، نوک آن باید چندین بار در رزین غوطه ور شود. به دلیل کشش سطحی بالا، قلع به طور یکنواخت روی سطح کار آهن لحیم پخش می شود.
می توانید با استفاده از مقوای از قبل پوشش داده شده با رزین نتیجه را بهبود بخشید. اگر نوک را با لحیم روی چنین سطحی حرکت دهید، قلع بهتر توزیع می شود و لایه نازک تری تشکیل می دهد.
بعد، شما باید آهن لحیم کاری را از فلز مذاب اضافی تمیز کنید. برای این کار باید نوک حلبی شده را چندین بار روی اسفنج مرطوب بکشید. در این مرحله باید مراقب باشید که ساز را دوباره لکه نگیرید. بلافاصله پس از تمیز کردن، نوک آن در کلوفون فرو میرود تا از پوشش اعمال شده محافظت شود.


نتیجه روش فوق باید یک آهن لحیم کاری کاملا قلع شده با نازک ترین لایه قلع روی سطح کار باشد. اگر همه چیز به درستی انجام شود، فرآیند لحیم کاری بعدی حتی برای یک کاربر تازه کار ساده خواهد بود.
یکی از مطمئن ترین روش های اتصال سیم و قطعات، لحیم کاری است. نحوه صحیح لحیم کاری با اتو لحیم کاری، نحوه آماده سازی لحیم کاری برای کار، نحوه تهیه اتصال قابل اعتماد- بیشتر در مورد همه اینها بعدا.
در زندگی روزمره، از آهن لحیم کاری برقی "معمولی" استفاده می شود. مواردی وجود دارد که از 220 ولت کار می کنند، از 380 ولت، از 12 ولت هستند. دومی با قدرت کم مشخص می شود. آنها عمدتاً در شرکت ها در مناطق با خطر افزایش یافته استفاده می شوند. برای مصارف خانگی هم می توان از آنها استفاده کرد، اما به آرامی گرم می شوند و قدرت کافی نیست...
شما باید یکی را انتخاب کنید که به راحتی در دست شما قرار گیرد
انتخاب قدرت
قدرت آهن لحیم کاری بسته به ماهیت کار انتخاب می شود:

که در خانوادهکافی است دو آهن لحیم کاری داشته باشید - یکی کم مصرف - 40-60 وات و دیگری "متوسط" - حدود 100 وات. با کمک آنها می توان حدود 85 تا 95 درصد نیازها را پوشش داد. اما هنوز هم بهتر است لحیم کاری قطعات دیواره ضخیم را به یک حرفه ای بسپارید - این به تجربه خاصی نیاز دارد.
آماده شدن برای کار
هنگامی که آهن لحیم کاری برای اولین بار به برق وصل می شود، اغلب شروع به دود می کند. داره میسوزه روان کننده هاکه در فرآیند تولید مورد استفاده قرار گرفتند. وقتی دود متوقف شد، لحیم کاری را خاموش کنید و صبر کنید تا خنک شود. بعد باید نوک را تیز کنید.

تیز کردن نوک
بعد، شما باید نوک را برای کار آماده کنید. این یک میله استوانه ای است که از آن ساخته شده است آلیاژ مس. با استفاده از یک پیچ گیره که در انتهای محفظه حرارتی قرار دارد ثابت می شود. در بیشتر مدل های گران قیمتنوک ممکن است کمی تیز شده باشد، اما اساساً هیچ تیز وجود ندارد.

ما نوک نیش را تغییر می دهیم. می توانید از چکش (در صورت نیاز مس را صاف کنید)، سوهان یا سنباده (فقط چیزهای غیر ضروری را آسیاب کنید). شکل نوک بسته به نوع کار مورد نظر انتخاب می شود. میتونه باشه:
- آن را به صورت کاردک (مانند پیچ گوشتی) صاف کنید یا از یک طرف آن را صاف کنید (تیز کردن زاویه دار). اگر قطعات عظیم لحیم کاری شوند، این نوع تیز کردن مورد نیاز است. این تیز کردن سطح تماس را افزایش می دهد و انتقال حرارت را بهبود می بخشد.
- اگر قصد دارید با قطعات کوچک کار کنید، می توانید لبه نوک را به شکل یک مخروط تیز (هرمی) خرد کنید ( سیم های نازک، قطعات الکتریکی). این امر کنترل درجه حرارت را آسان تر می کند.
- همان مخروط، اما نه چندان تیز، برای کار با هادی هایی با قطر بزرگتر مناسب است.
تیز کردن با "کاردک" جهانی تر در نظر گرفته می شود. اگر با چکش تشکیل شود، مس فشرده می شود و نوک آن نیاز به تنظیم کمتری دارد. عرض "بیل" را می توان با کوتاه کردن آن در طرفین با سوهان یا سنباده بزرگتر یا کوچکتر کرد. با این نوع تیز کردن می توانید با قطعات نازک و متوسطی که قرار است لحیم شوند کار کنید (نوک را به موقعیت دلخواه بچرخانید).
قلع کاری آهن لحیم کاری
اگر نوک آهن لحیم کاری پوشش محافظ نداشته باشد، باید قلع شود - با یک لایه نازک قلع پوشانده شود. این آن را از خوردگی و سایش سریع محافظت می کند. این کار اولین باری که ساز را روشن می کنید، زمانی که دود از بین رفته است، انجام می شود.
اولین روش قلع کاری نوک آهن لحیم کاری:
- رسیدن به دمای عملیاتی؛
- کلوفون را لمس کنید؛
- لحیم کاری را ذوب کرده و آن را در امتداد کل نوک مالش دهید (می توانید از یک برش چوبی استفاده کنید).
راه دوم پارچه ای را با محلول کلرید روی مرطوب کنید و نوک گرم شده را روی پارچه بمالید. لحیم کاری را ذوب کرده و با یک تکه سنگ نمک روی تمام سطح نوک آن بمالید. در هر صورت، مس باید با یک لایه نازک قلع پوشانده شود.
تکنولوژی لحیم کاری
تقریباً همه اکنون از آهن لحیم کاری برقی استفاده می کنند. کسانی که کارشان لحیم کاری است ترجیح می دهند یک ایستگاه لحیم کاری داشته باشند، "هبی ها" ترجیح می دهند با آهن های لحیم کاری معمولی بدون رگولاتور اکتفا کنند. داشتن چندین آهن لحیم کاری با قدرت های مختلف برای انواع کار کافی است.
برای فهمیدن نحوه صحیح لحیم کاری با آهن لحیم کاری، باید درک خوبی از فرآیند به طور کلی داشته باشید، سپس به جزئیات آن بپردازید. پس بیایید شروع کنیم توضیح مختصرتوالی اقدامات
لحیم کاری شامل مجموعه ای از اقدامات مکرر است. ما در مورد سیم لحیم کاری یا قطعات رادیویی صحبت خواهیم کرد. اینها مواردی هستند که بیشتر در مزرعه با آنها روبرو می شوید. اقدامات عبارتند از:

این کار لحیم کاری را کامل می کند. لازم است لحیم کاری خنک شود و کیفیت اتصال بررسی شود. اگر همه چیز به درستی انجام شود، ناحیه لحیم کاری درخشش روشنی خواهد داشت. اگر لحیم کاری کسل کننده و متخلخل به نظر برسد، این نشانه دمای ناکافی در حین لحیم کاری است. خود لحیم کاری "سرد" نامیده می شود و تماس الکتریکی مورد نیاز را فراهم نمی کند. به راحتی از بین می رود - فقط سیم ها را به داخل بکشید طرف های مختلفیا حتی چیزی بردار منطقه لحیم کاری نیز ممکن است ذغالی شده باشد - این نشانه خطای مخالف است - دمای بسیار بالا. در مورد سیم ها، این اغلب با ذوب شدن عایق همراه است. با این حال، پارامترهای الکتریکی طبیعی هستند. اما، اگر هادی ها هنگام نصب سیم کشی لحیم شده باشند، بهتر است آن را دوباره انجام دهید.
آماده سازی برای لحیم کاری
ابتدا بیایید در مورد نحوه صحیح لحیم کردن سیم ها با آهن لحیم کاری صحبت کنیم. ابتدا باید عایق را بردارید. طول ناحیه در معرض ممکن است متفاوت باشد - اگر می خواهید سیم کشی را لحیم کنید - سیم های برقدر معرض 10-15 سانتی متر اگر شما نیاز به لحیم کاری هادی های جریان کم (به عنوان مثال همان هدفون) دارید، طول منطقه در معرض کوچک است - 7-10 میلی متر.

پس از برداشتن عایق، سیم ها باید بررسی شوند. اگر روی آنها لاک یا لایه اکسیدی وجود دارد، باید آن را حذف کنید. سیم های تازه جدا شده معمولاً لایه اکسیدی ندارند و گاهی اوقات لاک وجود دارد (مس به رنگ قرمز نیست، بلکه قهوه ای است). فیلم اکسید و لاک را می توان به چند روش پاک کرد:
- به صورت مکانیکی از کاغذ سنباده ریز استفاده کنید. برای پردازش قسمت در معرض سیم استفاده می شود. این را می توان با سیم های تک هسته ای کاملاً انجام داد قطر بزرگ. سنباده زدن سیم های نازک ناخوشایند است. رشته های رشته ای را می توان به طور کلی قطع کرد.
- روش شیمیایی. اکسیدها در الکل و حلال ها بسیار محلول هستند. Lakovoe پوشش محافظرا می توان با اسید استیل سالیسیلیک (آسپرین داروخانه معمولی) حذف کرد. سیم روی تبلت قرار می گیرد و با یک آهن لحیم کاری گرم می شود. اسید باعث خوردگی لاک می شود.
در مورد سیم های لاک شده (مینایی شده) می توانید بدون جدا کردن این کار را انجام دهید - باید از شار خاصی استفاده کنید که به آن "شار برای لحیم کاری سیم های لعاب" می گویند. خود در هنگام لحیم کاری پوشش محافظ را از بین می برد. فقط برای اینکه متعاقباً شروع به از بین بردن هادی ها نکند ، باید پس از اتمام لحیم کاری (با یک پارچه یا اسفنج مرطوب) برداشته شود.

اگر نیاز دارید یک سیم را به تعدادی لحیم کنید سطح فلزی(به عنوان مثال، یک سیم زمین به یک حلقه)، روند آماده سازی تغییر زیادی نمی کند. ناحیه ای که سیم به آن لحیم می شود باید به فلز لخت تمیز شود. ابتدا تمام آلاینده ها (از جمله رنگ، زنگ زدگی و غیره) به صورت مکانیکی حذف می شوند و پس از آن سطح با استفاده از الکل یا حلال چربی زدایی می شود. بعد می توانید لحیم کاری کنید.
روان شدن یا قلع کردن
هنگام لحیم کاری، نکته اصلی اطمینان از تماس خوب بین قطعات در حال لحیم کاری است. برای انجام این کار، قبل از شروع لحیم کاری، قطعاتی که باید به هم وصل شوند باید قلع یا با شار درمان شوند. این دو فرآیند قابل تعویض هستند. هدف اصلی آنها بهبود کیفیت اتصال و تسهیل فرآیند خود است.

قلع زنی
برای پردازش سیم ها به یک آهن لحیم کاری خوب گرم شده نیاز دارید، یک تکه رزین، نه تعداد زیادی ازلحیم کاری
سیم جدا شده را می گیریم و روی کلوفون می گذاریم و با لحیم کاری حرارت می دهیم. در حین گرم شدن، هادی را می چرخانیم. وقتی سیم به طور کامل با رزین مذاب پوشانده شد، کمی لحیم روی نوک آهن لحیم کاری قرار دهید (فقط با نوک آن را لمس کنید). سپس سیم را از رزین جدا می کنیم و نوک نوک را در امتداد هادی در معرض دید قرار می دهیم.

سیم های قلع کاری یک مرحله اجباری در هنگام لحیم کاری است
در این مورد، لحیم کاری فلز را با یک فیلم نازک می پوشاند. اگر مسی باشد از زرد به نقره ای تبدیل می شود. سیم نیز باید کمی چرخانده شود و نوک آن باید به بالا/پایین حرکت کند. اگر هادی به خوبی آماده شود، کاملاً نقره ای می شود، بدون شکاف یا مسیرهای زرد.
پردازش شار
در اینجا همه چیز هم ساده تر و هم پیچیده تر است. ساده تر از این نظر که شما فقط به ترکیب و یک قلم مو نیاز دارید. برس را در فلاکس فرو کنید و یک لایه نازک از ترکیب را روی ناحیه لحیم کاری بمالید. همه. این سادگی است.
مشکل در انتخاب شار. انواع مختلفی از این ترکیب وجود دارد و شما باید برای هر نوع کار خود را انتخاب کنید. از آنجایی که اکنون در مورد نحوه صحیح لحیم کردن سیم ها یا قطعات الکترونیکی (تخته ها) با آهن لحیم کاری صحبت می کنیم، چندین نمونه از شارهای خوب برای این نوع کار ارائه می دهیم:

برای لحیم کاری قطعات الکترونیکی (بردهای مدار چاپی)، از شارهای فعال (اسیدی) استفاده نکنید.بهتر - بر پایه آب یا الکل. اسیدی ها رسانایی الکتریکی خوبی دارند که می تواند عملکرد دستگاه را مختل کند. آنها همچنین از نظر شیمیایی بسیار فعال هستند و می توانند باعث تخریب عایق و خوردگی فلزات شوند. به دلیل فعالیت، فلزات را به خوبی برای لحیم کاری آماده می کنند، بنابراین در صورت نیاز به لحیم کاری سیم به فلز (خود پد پردازش می شود) از آنها استفاده می شود. رایج ترین نماینده "اسید لحیم کاری" است.
پیش گرم کردن و انتخاب دما
اگر می خواهید بدانید که چگونه با یک آهن لحیم کاری به درستی لحیم کاری انجام دهید، باید یاد بگیرید که چگونه تشخیص دهید که ناحیه لحیم کاری به اندازه کافی داغ است یا خیر. اگر از آهن لحیم کاری معمولی استفاده می کنید، می توانید بر اساس رفتار رزین یا فلاکس حرکت کنید. در سطح کافی گرمایش، آنها به طور فعال جوش می زنند، بخار را آزاد می کنند، اما نمی سوزند. اگر نوک آن را بلند کنید، قطرات کلوفون در حال جوش روی نوک آن باقی می ماند.
هنگام استفاده از ایستگاه لحیم کاری، از قوانین زیر پیروی کنید:

یعنی در ایستگاه آن را 60-120 درجه سانتیگراد بالاتر از دمای ذوب لحیم قرار می دهیم. همانطور که می بینید، فاصله دما زیاد است. چگونه انتخاب کنیم؟ به هدایت حرارتی فلزات لحیم کاری بستگی دارد. هر چه گرما را بهتر از بین ببرد، دما باید بالاتر باشد.
لحیم کاری
وقتی محل لحیم کاری به اندازه کافی داغ شد، می توانید لحیم کاری اضافه کنید. به دو صورت - مذاب، به صورت قطره روی نوک آهن لحیم کاری، یا به صورت جامد (سیم لحیم کاری) مستقیماً به منطقه لحیم کاری وارد می شود. روش اول اگر ناحیه لحیم کاری کوچک باشد استفاده می شود، روش دوم - برای مناطق بزرگ.
اگر نیاز به اضافه کردن مقدار کمی لحیم کاری دارید، آن را با نوک آهن لحیم کاری لمس کنید. اگر نوک آن سفید شود و زرد نشود لحیم کافی وجود دارد. اگر یک قطره آویزان شد، این خیلی زیاد است، باید برداشته شود. می توانید چند بار به لبه پایه ضربه بزنید. سپس آنها بلافاصله به منطقه لحیم کاری باز می گردند و نوک آن را در امتداد منطقه لحیم کاری قرار می دهند.

در حالت دوم، سیم لحیم کاری را مستقیماً در ناحیه لحیم کاری وارد می کنیم. هنگامی که گرم می شود، شروع به ذوب شدن می کند و فضای خالی بین سیم ها را پر می کند و جای شار تبخیر یا رزین را می گیرد. در این مورد، شما باید لحیم کاری را به موقع حذف کنید - بیش از حد آن نیز تأثیر خوبی بر کیفیت لحیم کاری ندارد. در مورد سیم های لحیم کاری، این امر چندان مهم نیست، اما هنگام لحیم کاری عناصر الکترونیکیدر تخته ها بسیار مهم است.
برای اینکه لحیم کاری از کیفیت بالایی برخوردار باشد، همه چیز باید با دقت انجام شود: سیم ها را بردارید، ناحیه لحیم کاری را گرم کنید. اما گرمای بیش از حد نیز نامطلوب است، مانند لحیم کاری بیش از حد. اینجاست که به اندازه گیری و تجربه نیاز دارید و می توانید با تکرار تمام مراحل به تعداد معینی آن را به دست آورید.

دستگاه برای لحیم کاری راحت تر - دست سوم
نحوه یادگیری لحیم کاری با آهن لحیم کاری
برای شروع، چند تکه سیم تک هسته ای با قطر کوچک بردارید (می توانید از سیم های نصب، سیم های مورد استفاده در ارتباطات و غیره استفاده کنید) - کار با آنها آسان تر است. آنها را به قطعات کوچک برش دهید و روی آنها تمرین کنید. سعی کنید ابتدا دو سیم را به هم لحیم کنید. به هر حال، پس از قلع یا فلاکس زدن، بهتر است آنها را با هم بپیچانید. این کار باعث افزایش سطح تماس و راحت تر نگه داشتن سیم ها در محل می شود.
هنگامی که لحیم کاری چندین بار قابل اعتماد است، می توانید تعداد سیم ها را افزایش دهید. آنها همچنین باید پیچ شوند، اما باید از انبردست استفاده کنید (دو سیم را می توان با دست پیچاند).
لحیم کاری معمولی به این معنی است:

بعد از اینکه در لحیم کاری چندین سیم (سه ... پنج) تسلط یافتید، می توانید امتحان کنید سیم های رشته ای. مشکل در کندن و قلع کردن است. فقط با استفاده از روش شیمیایی می توانید آن را جدا کنید و ابتدا سیم ها را بچرخانید. سپس می توانید سعی کنید هادی های حلبی را بچرخانید ، اما این بسیار دشوار است. باید آنها را با موچین نگه دارید.
هنگامی که این امر تسلط یافت، می توانید روی سیم هایی با سطح مقطع بزرگتر - 1.5 میلی متر یا 2.5 میلی متر تمرین کنید. اینها سیم هایی هستند که هنگام سیم کشی در یک آپارتمان یا خانه استفاده می شوند. در اینجا می توانید روی آنها تمرین کنید. همه نیز، اما کار با آنها دشوارتر است.
پس از اتمام لحیم کاری
اگر سیم ها با شارهای اسیدی درمان شده باشند، پس از خنک شدن لحیم کاری، بقایای آن باید شسته شود. برای این کار از یک پارچه یا اسفنج مرطوب استفاده کنید. آنها در محلول خیس می شوند مواد شویندهیا صابون، سپس رطوبت را حذف کرده و خشک کنید.
شما می دانید که چگونه با یک آهن لحیم کاری درست لحیم کاری کنید، اکنون باید مهارت های عملی کسب کنید.
برای به دست آوردن یک اتصال لحیم کاری با کیفیت بالا، باید حالت لحیم کاری مورد نیاز را که بر اساس دمای موجود در آن تعیین می شود، حفظ کنید منطقه کار، ترکیب لحیم کاری و همچنین وضعیت نوک آهن لحیم کاری. این قطعه به طور سنتی از مس ساخته می شود، اما در برخی موارد برای افزایش عمر مفید آن، پوشش های محافظ ویژه ای روی نوک آن اعمال می شود.
قلع کردن نوک قبل از لحیم کاری به طور قابل توجهی تمام عملیات با آهن لحیم کاری را که شامل انتقال لحیم مذاب به ناحیه تماس است، ساده می کند. این روش می تواند اجتناب شود تنها زمانی که خریداری شده است دستگاه لحیم کاریدارای نوک پوشیده شده با یک لایه محافظ نقره ای است.
پوشش مبتنی بر نقره به خوبی لحیم کاری را بدون آسیب رساندن به هدایت حرارتی پایه مسی نگه می دارد.
با این حال، محصولات با چنین پوششی هزینه زیادی دارند. علاوه بر این، فیلم نقره ای به مرور زمان جدا می شود و پایه مسی را آشکار می کند (می گویند در لحیم حل می شود). بنابراین در این صورت، پس از مدتی، نیش باید به هر شکلی قلع شود.
نه تنها قبل از قلع کردن، بلکه در مواردی که لازم است به نوک شکل مناسب برای کار داده شود، باید نوک را با سوهان تیز کنید.

برخی از کاربران ترجیح می دهند نوک آن به شکل مخروطی تیز شود. برخی دیگر سعی می کنند قسمت های کناری آن را به گونه ای تیز کنند که شکلی صاف و نوک تیز به دست آورند.
آماده سازی لحیم کاری جدید
آماده سازی آهن لحیم کاری برای کار شامل کلسینه کردن بخش اجرایی (نوک) آن به حالتی است که بتواند به طور کامل وظایف خود را انجام دهد.

واقعیت این است که هر ابزار لحیم کاری که به تازگی از فروشگاه آورده شده است، دارای اثری از اکسیدهای مس در نوک آن است (آنها پس از تماس طولانی مدت با هوا تشکیل می شوند). به طور طبیعی، این پوشش تماس با ترکیبات کاری (لحیم کاری و شار) را بدتر می کند.
آماده سازی ابزار برای کار به معنای از بین بردن تمام تداخل با چسبندگی خوب سطح نوک به لحیم کاری است.
برای رسیدن به این هدف باید مراحل زیر را طی کرد:
- ابتدا باید نوک آن کاملاً کلسینه شود تا زمانی که فلز رنگ نارنجی متمایل به قرمز پیدا کند. از این لحظه می سوزد، یعنی فرآیند سوزاندن حرارتی باقی مانده های اکسید شروع می شود، همراه با بوی تند مشخص.
- ثانیاً، پس از مدتی مشخص، هنگامی که رسوبات کربن مشخصه مس روی سطح نوک ظاهر می شود، باید آن را با هر جسم فلزی تیز خراش دهید.
- ثالثاً، نوک آهن لحیم کاری که از رسوبات کربن پاک شده است، باید تحت عملیات دیگری به نام قلع کاری قرار گیرد. به منظور قلع کردن نکات با کیفیت بالا از هر نوع، باید یاد بگیرید که بین گزینه های اجرای آنها تمایز قائل شوید.
قلع در گل کلوف
قبل از انتخاب روش قلع کاری، سعی کنید ساختار ماده ای را که نوک آهن لحیم کاری از آن ساخته شده است، بیابید. بنابراین، یک نوک مسی پاک شده از رسوب را می توان در کلوفون معمولی و لحیم کاری قلع کرد.
 برای انجام این کار، باید انتهای یک نوک داغ را در کلوفون فرو کنید و یک تکه لحیم کاری که در زیر آن قرار داده شده است، ذوب کنید. این کار باید به گونه ای انجام شود که مخلوط مایع مذاب به طور کامل سطح نوک را بپوشاند.
برای انجام این کار، باید انتهای یک نوک داغ را در کلوفون فرو کنید و یک تکه لحیم کاری که در زیر آن قرار داده شده است، ذوب کنید. این کار باید به گونه ای انجام شود که مخلوط مایع مذاب به طور کامل سطح نوک را بپوشاند.
گاهی اوقات لحیم کاری به سختی به سطح در حال پردازش می چسبد (یعنی نوک آهن لحیم قلع نمی شود). در این صورت چه باید کرد؟
لازم است ترکیب لحیم کاری را همراه با رزین به ته یک ظرف فلزی کوچک منتقل کنید و آنها را در آنجا ذوب کنید تا مخلوط مایع به دست آید. بعد باید بگیری آهن لحیم کاری جدیدو نیش را با حمام مذاب در امتداد کف فلزی به شدت خراش دهید. این عمل باید تا زمانی انجام شود که کل نوک در لحیم کاری خیس شود.
اسفنج فلزی
 در فروش اغلب آهن های لحیم کاری وجود دارد که قسمت کار آن با خاصیت پوشانده شده است ترکیبات محافظساخته شده از فولاد ضد زنگ (این پوشش "غیر قابل سوختن" نامیده می شود). دارای ضخامت چند میکرون می باشد لذا تیزکردن و قلع بندی نوک آن به دلیل احتمال از بین رفتن روکش در اثر اصطکاک شدید کاملا غیر قابل قبول است.
در فروش اغلب آهن های لحیم کاری وجود دارد که قسمت کار آن با خاصیت پوشانده شده است ترکیبات محافظساخته شده از فولاد ضد زنگ (این پوشش "غیر قابل سوختن" نامیده می شود). دارای ضخامت چند میکرون می باشد لذا تیزکردن و قلع بندی نوک آن به دلیل احتمال از بین رفتن روکش در اثر اصطکاک شدید کاملا غیر قابل قبول است.
در این مورد استفاده می شود ساده ترین راهخشک کردن قلع و تمیز کردن نوک، با استفاده از یک اسفنج فولادی انجام می شود.
سلول های فنری آن، آسیاب خوب نوک را تضمین می کند و به شما امکان می دهد تا به سرعت سطوح کار آن را قلع کنید. از این روش می توان در هنگام تهیه هویه های لحیم کاری مجهز به نوک سرامیکی و نیکلی و همچنین آنهایی که نوک بسیار نازک دارند استفاده کرد.

ویژه مش فولادیقابل تعویض با اسفنج معمولی آشپزخانه. برای تمیز کردن خود اسفنج، کافی است روی توری روی میز ضربه بزنید، پس از آن تمام لحیم کاری باقی مانده در پایین آن می ریزد. هزینه این لوازم جانبی تمیز کردن از پنجاه روبل تجاوز نمی کند، بنابراین می توانید بلافاصله با رزرو آن را خریداری کنید.
با هر یک از گزینه های پیشنهادی، آسیب به آهن لحیم کاری به دلیل فشار قوی عملاً منتفی است.
فایل و سنباده
روش کلاسیک برای تهیه و قلعبندی نوک لحیم کاری قبل از شروع کار، پردازش آن با سوهان (سنگ سنباده) همراه با استفاده از رزین مرغوب است.

هنگام تهیه نوک با استفاده از این روش، ابتدا باید یکی از لبه های نوک را با یک سوهان ریز تیز کنید، سپس آن را در رزین غوطه ور کرده و روی آن مالش دهید. تخته چوبیبا لحیم مذاب
توجه داشته باشید که این روش باید چندین بار تکرار شود. پس از اتمام قلعکشی، یک وجه باید به همین ترتیب تیز و قلعبندی شود.
برای قلع کردن یک نوک مسی تیز شده "به یک مخروط" ، ابتدا آن را با کاغذ سنباده در امتداد کل محیط کار سمباده می زنند و پس از آن با یک حرکت چرخشی روی یک آستر چوبی با لحیم مذاب قلع می زنند.
وسایل خاص
مانند وسایل خاصمجاز به استفاده از مخلوط های آلی فعال (شار) و همچنین یک خمیر از یک ترکیب خاص است. استفاده از شار این امکان را فراهم می کند که کارایی خیس کردن مواد نوک با لحیم کاری را افزایش داده و بر این اساس عملکرد قلع را بهبود بخشد.


تولید کنندگان داخلی انواع مختلفی از شار عرضه شده را ارائه می دهند فروش آزاددر بسته بندی پلاستیکی مهر و موم شده هرمتیک. هنگام کار با ترکیبی متشکل از الکل اتیلیک با افزودنی های کاتالیزوری اضافه شده، دما در منطقه پردازش از 300 درجه تجاوز نمی کند. این نشانگر الزامات انتخاب حالت قلع کاری صحیح را برای اکثر مواد مورد استفاده برای ساخت نوک برآورده می کند.
روش استفاده از افزودنی های خمیر فعال فقط در نحوه اعمال آنها بر روی سطوح تحت درمان متفاوت است.
لحیم کاری با نوک دائمی
قلع کردن یک نوک به اصطلاح "ابدی" یا نسوز معمولاً باعث مشکل می شود (حتی هنگام استفاده از فلاکس). در انجمن ها موفق شدیم تکنیکی را پیدا کنیم که نویسنده آن دنباله اقدامات زیر را پیشنهاد می کند:
- یک تکه پارچه نخی تمیز را که سخاوتمندانه در آب خیس کرده اید بردارید.
- سپس لحیم کاری را در یک شیشه کلوفن قرار می دهند و پس از آن شروع به قلع کردن می کنند.
- ابتدا باید نوک داغ را چند بار روی پارچه مرطوب بگذرانید که به شما امکان می دهد برای مدت کوتاهی از شر لایه اکسید روی آن خلاص شوید.
- بدون انتظار برای تشکیل یک اتصال جدید، باید به سرعت نوک لحیم را در رزین غوطه ور کنید و یک توده لحیم کاری را در آن غرق کنید و آن را به حالت مذاب برسانید.

به این ترتیب می توان اکسیدهای باقی مانده را در رزین حل کرد که بلافاصله با ترکیب قلع جایگزین می شوند.
روش های قلع بندی در نظر گرفته شده به شما این امکان را می دهد که به سرعت و کارآمد نوک را آماده کنید کار لحیم کاری، و همچنین ایمنی این قسمت از ابزار را برای مدت طولانی تضمین می کند.
گاهی اوقات صنعتگران خانگی گیج می شوند که چرا آهن لحیم کاری برقی، حتی زمانی که اخیرا خریداری شده اند، خوب کار نمی کند. این اغلب با این واقعیت توضیح داده می شود که نوک آن در حین کار می سوزد، با لایه ای از دوده پوشانده می شود و لحیم کاری نمی خواهد به آن بچسبد. البته بسیاری می دانند که باید رسوبات کربن را از بین ببرند و نوک آهن لحیم کاری را قلع بزنند، اما از همه قوانین عملیاتی پیروی نمی کنند.در عین حال، ویژگی های آهن لحیم کاری طرح های مختلف همیشه در نظر گرفته نمی شود.
ایستگاه لحیم کاری به لطف تنظیم دقیق دمای عملیاتی، ایمن و راحت است.
برای کار با کیفیت بالا، دستگاه ها، ابزار و وسایل کمکی زیر مورد نیاز است:
- آهن لحیم کاری پایه دار;
- فایل، کاغذ سنباده؛
- چاقوی لوازم التحریر;
- انبر؛
- معاون؛
- لحیم کاری؛
- شار
- تکه های حوله تری قدیمی؛
- اسفنج فوم؛
- گلیسرول
همچنین بخوانید:
- ویژگی ها و دانه بندی
نحوه انتخاب روغن اره برقی – .
مشخصات لوازم برقی خانگی
عکس 1. طراحی لحیم کاری.
آهن لحیم کاری که انتخاب می کنید باید با ماهیت کاری که باید انجام شود مطابقت داشته باشد. تصادفی نیست که آنها در قدرت خود با هم تفاوت دارند. یک دستگاه ضعیف نمی تواند به اندازه کافی گرم شود مناطق بزرگلحیم کاری، و بیش از حد قدرتمند، فلز را بیش از حد گرم می کند و می سوزاند.
اصل انتخاب یک آهن لحیم کاری برقی مناسب به شرح زیر است: هر چه قطعاتی که باید وارد کار شوند بزرگتر باشد، دستگاه به قدرت بیشتری نیاز دارد.
بنابراین، نصب ریز مدارهای الکترونیکی کوچک با آهن های لحیم کاری از 4 تا 18 وات انجام می شود. برای کار با بردهای مدار چاپی، توان آنها از 25 تا 60 وات متغیر است. و قطعات بزرگ، کیس یا شاسی فقط باید با وسایل برقی از 50 تا 120 وات لحیم شوند.
در لحیم کاری های خانگی معمولی (به عکس 1 مراجعه کنید)، دمایی که نوک آن گرم می شود تنظیم نمی شود و می تواند به +450 درجه سانتیگراد برسد. چنین دمای بالایی اغلب نه تنها غیر ضروری، بلکه مضر است. دست زدن به کلوفون مانند فوران آتشفشانی است. لحیم کاری کیفیت پایینی دارد و قسمت عملیاتی دستگاه الکتریکی به سرعت فرسوده شده و از کار می افتد.
برای نیازهای معمولی خانگی، البته، یک آهن لحیم کاری ساده و ارزان کاملاً مناسب است. و بهتر است اولین مهارت های لحیم کاری خود را با شروع چنین دستگاهی به دست آورید. اما اگر باید انجام دهید کار خوب، پس منطقی است که یک ایستگاه به اصطلاح لحیم کاری خریداری کنید.
بازگشت به مطالب
مزایای ایستگاه لحیم کاری
طراحی آن شامل یک ترموستات است که به لطف آن می توانید دمای مورد نظر نوک را تنظیم کنید. این دستگاه توسط یک ترانسفورماتور کوچک جمع و جور تغذیه می شود که ولتاژ پایینی از 12 تا 36 ولت ارائه می دهد، بنابراین کار با یک ایستگاه لحیم کاری بسیار ایمن تر است. علاوه بر این، به لطف عایق گالوانیکی، هیچ تداخل الکترومغناطیسی شبکه به قطعات الکترونیکی لحیم شده، به عنوان مثال، به انواع دیودهایی که به ویژه به آنها حساس هستند، نفوذ نمی کند.
مدارهای کنترل کننده دمای نوک آهن لحیم کاری.
علاوه بر این، آهن لحیم کاری خانگی از نوک مسی به رنگ قرمز مایل به قرمز استفاده می کند. مس دارای رسانایی حرارتی عالی است، اما یک اشکال قابل توجه دارد: در تماس با هوا بسیار سریع اکسید می شود. و یک لایه بسیار نازک از اکسید مس روی نیش برای دفع قلع یا آلیاژهای آن کافی است.
مشکل این است که شارها - وسایلی برای از بین بردن لایه های روی سطوح قطعات لحیم کاری شده - نه تنها اکسیدها، بلکه مس خود نوک را نیز خورده می کنند. علاوه بر این، به تدریج توسط لحیم کاری حل می شود. و با گذشت زمان، قسمت کار آهن لحیم کاری غیرقابل تشخیص می شود: کاملاً با فرورفتگی ها و بی نظمی ها پر شده است. به خاطر آنها، نیش باید هر از چند گاهی تیز شود. هنگام استفاده از رزین - گاهی اوقات به صورت هفتگی، و هنگام استفاده از فلاکس بدون رزین - تقریبا هر ساعت.
در ژاپن، چین، ایالات متحده آمریکا و سایر کشورها، این کمبود مدتهاست که با تولید نوکهای مقاوم و نسوز برطرف شده است. آنها را می توان بلافاصله از داخلی ها با براق بودنشان تشخیص داد رنگ سفید. این رنگ توسط یک لایه محافظ نیکل نازک به آنها داده می شود، اما پایه نوک آن همچنان مس است.
هنگام کار با چنین نوکی، لحیم کاری روی آن نمی چرخد، بلکه دقیقاً به نقطه لحیم کاری می رود. ایستگاه لحیم کاری باید با دقت و بدون استفاده از نیروی فیزیکی شدید انجام شود. در غیر این صورت، محافظ نیکل نوک می تواند به راحتی آسیب ببیند و به دلیل مناطق مسی در معرض دید به زودی غیر قابل استفاده می شود.
ایستگاههای لحیم کاری شرکتهای جهانی Hakko، Pace، Ersa، Weller، Antex، Adcola، Ungar پوشش ضخیمتری دارند و عمر طولانیتری دارند، اما نسبت به محصولات چینی بسیار گرانتر هستند. نوک سری Goot (ژاپن) به ویژه بادوام است که میله مسی آن با یک لایه ضخیم دوگانه پوشانده شده است: ابتدا فولاد و سپس آلومینیوم. اما حتی چنین نوک "ابدی" را نیز نمی توان بدون محافظت رها کرد - باید زیر یک لایه نازک لحیم کاری باشد.
بازگشت به مطالب
قوانین قلع کاری هسته مس
بنابراین، برای اینکه بتوانید قطعات را به طور مؤثر و سریع لحیم کاری کنید، باید نوک آهن لحیم کاری را قلع و قمع کنید (به ویدیو مراجعه کنید). ابتدا باید نوک دستگاه جدید یا استفاده شده قبلی را با سوهان و کاغذ سنباده تمیز کنید تا درخشنده شود. علاوه بر این، به طور کامل - هم قسمت باز آن و هم آن که در بدنه آهن لحیم کاری قرار دارد. به هر حال، توصیه می شود داخل نوک را با خمیر حرارتی روغن کاری کنید - هدایت حرارتی را بهبود می بخشد و حذف بعدی نوک را آسان تر می کند.
سپس آهن لحیم کاری گرم می شود و به طور دوره ای وضعیت کلوفون را با نوک بررسی می کند. یک تکه کوچک لحیم کاری را در ظرفی با رزین مذاب قرار دهید. سپس به سرعت نوک آن را پایین بیاورید و با یک پارچه مرطوب پاک کنید و آن را زیر یک تکه لحیم کاری قرار دهید.
در این حالت رزین مایع هسته را از اکسید مس پاک می کند و لحیم ذوب بلافاصله آن را قلع می کند. نیازی به صرفه جویی در رزین نیست - اگر مقدار کافی از آن وجود نداشته باشد، لحیم کاری به طور نابرابر روی سطح نوک، با غده، توزیع می شود. و باید مطمئن شوید که لایه آن یکنواخت است.
سپس تنها چیزی که باقی می ماند این است که به سرعت پوشش اضافی را با پاک کردن نوک آن با یک حوله مرطوب پاک کنید.
و از این به بعد باید مطمئن شوید که بالای 300 درجه سانتیگراد گرم نشود، در غیر این صورت هسته دوباره اکسید می شود و همه کارها بی فایده خواهد بود.
برخی از صنعتگران با اتصال دیمر به آهن لحیم کاری - تنظیم کننده قدرت روشنایی اتاق - دما را تغییر می دهند.
برای قلع کردن نوک دستگاه، صنعتگران با تجربهاز لحیم کاری برند POS-40 (با قلع 40 درصد) به صورت میله های ضخیم استفاده می کنند که معمولاً قبل از کار صاف می شوند. لحیم کاری "POS-61" کمتر مطلوب است - راحت تر ذوب می شود، بنابراین لایه آن روی هسته بسیار سریعتر می سوزد. استفاده از لحیم کاری به نوک با یک آهن لحیم کاری ثانویه و قوی تر راحت تر است.





نوک یک آهن لحیم کاری کار نیاز به نگهداری منظم دارد. در غیر این صورت، لحیم کاری به آن نمی چسبد و لحیم کاری به یک روش دردناک تبدیل می شود.
هویه لحیم کاری برقی جدید مجهز به نوک تمیز و بدون قلع است. برای آهن لحیم کاری با عنصر گرمایش نیکروم، میله مسی است که تا یک گوه تیز شده است.
این برای اتصال سیم ها به یکدیگر و به پایانه های دستگاه های الکتریکی مناسب است. برای لحیم کاری قطعات کوچک، تیز کردن نوک با یک مخروط رایج است که به آن اجازه نمی دهد به آن گیر کند. تخته مدار چاپیعناصر همسایه

مراقبت از لحیم کاری برقی با بخاری نیکروم
نصب نوک در آهن لحیم کاری به طراحی آن بستگی دارد. در حالت اول توسط قسمتی که کمی صاف شده در بدن نگه داشته می شود و با کمی زحمت از آن وارد و خارج می شود. در دومی با پیچ به بدنه لحیم کاری متصل می شود. این روش ارجح است. هر دو روش بست دارای ویژگی هایی هستند که بر روش های مراقبت از نوک آهن لحیم کاری تأثیر می گذارد.
هنگام استفاده طولانی مدت از آهن لحیم، رسوب بین دیواره های قسمت داخلی و نوک آن تشکیل می شود که انتقال حرارت را مختل می کند. اگر به موقع برداشته نشود، جدا کردن این واحد بدون شکستگی غیرممکن خواهد بود. نوک به طور دوره ای برداشته می شود، سطح داخلی با کاغذ سنباده خوب تمیز می شود و به عقب وارد می شود. هنگام بستن با پیچ، انجام این کار آسان تر است، فقط گاهی اوقات پیچ باید کاملاً باز شود و دوباره به داخل پیچ شود. در غیر این صورت حرکت آن از جای خود بدون شکستن امکان پذیر نخواهد بود. هنگامی که به سادگی نوک را در بدن ثابت می کنید، باید آن را به زور بیرون بکشید. گاهی اوقات چیزی از این ایده به دست نمی آید و تلاش برای رسیدن به هدف خود به هر قیمتی منجر به خرابی آهن لحیم کاری می شود. بنابراین، هر چه بیشتر نوک را از هویه لحیم جدا کنید و آن را تمیز کنید، اتصال جداشدنی آنها دوام بیشتری خواهد داشت.

مشکل دیگری که هنگام برداشتن نوک به وجود می آید نیز منجر به خرابی آهن لحیم کاری می شود. حقیقت این هست که یک عنصر گرمایشبا سیم نیکروم روی یک لوله میکانیت پیچید. نوک در داخل این لوله با کمترین شکاف ممکن برای اطمینان از حداکثر انتقال حرارت وارد می شود. اگر رسوبات کربنی که در حین کار ایجاد می شوند، این قطعات را محکم به هم قفل کرده باشند، جداسازی قطعات منجر به پارگی عایق میکانیت و اتصال کوتاه بخشی از سیم پیچ به یکدیگر می شود. توجه به این امر دشوار است و با عملیات بیشتر، به دلیل کاهش مقاومت سیم پیچ، جریان مصرف شده توسط آهن لحیم کاری افزایش می یابد، نیکروم بیش از حد گرم می شود و می سوزد. بنابراین، اگر نوک آن را برای مدت طولانی از آهن لحیم خارج نکرده اید یا در هنگام برداشتن آن مقاومت می کند، بهتر است همه چیز را همانطور که هست رها کنید.

اندازه قسمتی از نوک که در داخل هویه لحیم کاری قرار می گیرد در هنگام نصب ساده توسط برجستگی های ثابت محدود می شود. هنگام استفاده از پیچ روی محفظه برای این منظور، عمق نصب باید به درستی تنظیم شود. اگر نوک خیلی عمیق باشد، ناحیه گرمایش افزایش مییابد، و انتقال حرارت کاهش مییابد، زیرا قسمت کوچکتری از آن بیرون خواهد بود. در نتیجه سریعتر می سوزد. علاوه بر این، کلوفون یا چربی در حین لحیم کاری قبل از اینکه در جای مناسب قرار گیرند، می سوزند.
یکی دیگر از نقص های معمولی آهن های لحیم کاری برقی با بخاری نیکروم، نقض عایق بین بدنه و عنصر گرمایش است. معمولاً آسیب در ابتدا یا انتهای سیمپیچ رخ میدهد، یعنی نزدیکتر به یکی از پایانههای دوشاخه. وجود "فاز" روی بدنه آهن لحیم کاری به موقعیت آن در سوکت بستگی دارد. با استفاده از نشانگر ولتاژ تک قطبی می توانید وجود آسیب را تعیین کنید. برای انجام این کار، باید آن را به بدنه یک آهن لحیم کاری در حال کار لمس کنید، سپس دوشاخه را در سوکت برگردانید و آزمایش را تکرار کنید. اگر نشانگر وجود "فاز" را تشخیص دهد، آهن لحیم کاری باید فورا دور ریخته شود. با اندازه گیری مقاومت بین محفظه و هر ترمینال دوشاخه می توانید وضعیت عایق را با یک تستر یا مولتی متر بررسی کنید.
بسته شدن به هیچ وجه بر عملکرد تأثیر نمی گذارد، اما هنگام لمس همزمان اشیاء فلزیکارگر با نیش و دست برق گرفت. علاوه بر این، این می تواند منجر به خرابی قطعات الکترونیکی شود. هنگام لحیم کاری آنها، تمام عناصر نیمه هادی دستگاه ممکن است آسیب ببینند. وقتی نوک اشیاء فلزی زمین شده را لمس می کند، خود آهن لحیم کاری از کار می افتد زیرا یک اتصال کوتاه در داخل آن رخ می دهد. اگر آهن لحیم کاری توسط یک ترانسفورماتور کاهنده تغذیه شود، آسیب به عایق آن بر ایمنی الکتریکی تأثیر نمی گذارد.
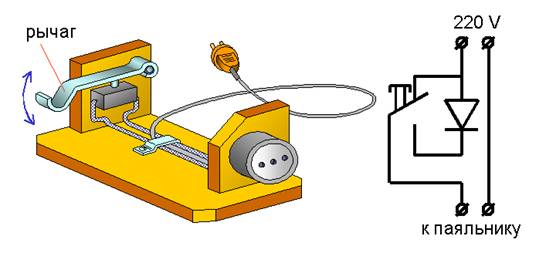
روشن ماندن اتو لحیم برقی برای مدت طولانی بدون انجام کاری توصیه نمی شود، زیرا باعث سوختن نوک آن می شود. اگر اغلب موقعیت هایی پیش می آید که باید کار را متوقف کنید و سپس به سرعت آن را از سر بگیرید، می توانید یک دستگاه کوچک با یک سوئیچ و یک دیود جمع آوری کنید. اگر لازم باشد آهن لحیم کاری را برای مدتی در حالت آماده به کار داغ قرار دهید، برق از طریق یک دیود با استفاده از یک سوئیچ به آن تامین می شود و با نصف توان شروع به کار می کند. راحت است که دستگاه را در محفظه یک سیم داخلی که دارای یک سوئیچ استاندارد است قرار دهید. در این مورد، می توانید یک سوکت را قابل سوئیچ کنید و بقیه را بنا به صلاحدید خود استفاده کنید، به عنوان مثال، برای اتصال تجهیزات در حال تعمیر، اسیلوسکوپ یا موارد دیگر. ابزار اندازه گیری. سوکت آهن لحیم کاری را می توان با نشانگر یا سایر روش های موجود علامت گذاری کرد.
گاهی اوقات یک سوئیچ محدود روی پایه نصب می شود و منبع تغذیه را از طریق دیود به آهن لحیم کاری که روی آن قرار داده شده است تغییر می دهد. این روش یک اشکال دارد: هر بار که هویه لحیم کاری را از پایه خارج می کنید، باید منتظر بمانید تا دمای مورد نیاز گرم شود. این به طور قابل توجهی سرعت لحیم کاری را کاهش می دهد.
همچنین می توانید از تنظیم کننده قدرت آهن لحیم کاری استفاده کنید. می توانید آن را بخرید یا خودتان بسازید. اما در برخی موارد (به عنوان مثال، برای لحیم کاری سیم در جعبه های اتصال) این دستگاه اضافی خواهد بود. برای کار با قطعات الکترونیکی، تنظیم دمای نوک از اهمیت بالایی برخوردار است، بنابراین بهتر است برای این منظور از هویه های سرامیکی یا ایستگاه های لحیم کاری که دارای تنظیم و تثبیت دمای نوک هستند استفاده شود و صرفاً توان مصرفی را تغییر ندهید. آهن لحیم کاری

لحیم کاری Atten SS-50 با کنترل کننده دما
نحوه صحیح قلع کاری نوک مسی روی آهن لحیم کاری
نوک آن باید قبل از استفاده قلع شود. در غیر این صورت، لحیم کاری به آن نمی چسبد و لحیم کاری غیر ممکن می شود. بیایید راههایی را برای قلعبندی صحیح نوک آهن لحیم کاری بررسی کنیم. برای این فرآیند شما نیاز دارید:
- کلوفون;
- لحیم کاری؛
- بلوک چوبی؛
- کاغذ سنباده یا سوهان ریز.
سطح کار نوک جدید را با سمباده ای که روی یک بلوک قرار داده شده تمیز می کنیم تا بدرخشد. اگر نوک مورد استفاده قرار گرفته باشد، سطح آن ناهموار و دارای حفره هایی است، پس قبل از قلع کاری باید با سوهان تراز شود. بهتر است این کار را با خارج کردن آن از هویه لحیم کاری و نگه داشتن آن در گیره انجام دهید. اگر به دلایلی که در بالا توضیح داده شد، از بین بردن نوک غیرممکن است، می توانید بدون آن انجام دهید. اعتقاد بر این است که بهتر است هواپیما را برای لحیم کاری نه با یک پرونده، بلکه با آهنگری تشکیل دهید و به تدریج نوک نوک را با چکش صاف کنید. این فرآیند بیشتر کار فشرده است و به مهارت های خاصی نیاز دارد، اما در نتیجه، لحیم کاری کمتر مس نوک آنها را خواهد شست. چاله ها با کندی بیشتری در آن ایجاد می شوند و به زودی نیازی به قلع کاری مجدد نخواهد بود.
حالا نوک را در جای خود نصب می کنیم و هویه لحیم کاری را روشن می کنیم. در عین حال، ما به طور دوره ای گرمایش را با دست زدن به رزین کنترل می کنیم. به محض اینکه شروع به ذوب شدن کرد، تمام آن را بپوشانید سطح کار. در طول فرآیند سوزاندن رزین، ما این فرآیند را به صورت دوره ای تکرار می کنیم و منتظر لحظه ای هستیم که دما برای ذوب شدن لحیم کاری کافی باشد. به محض اینکه این اتفاق افتاد، تمام سطح کار نوک را با لحیم کاری بپوشانید و اضافی را تکان دهید.
سطح باید کاملا قلع بندی شود. اگر شکاف وجود داشته باشد یا نوک آن قلعبندی نشده باشد، به این معنی است که اکسید به خوبی حذف شده است. برای اینکه لحیم کاری خنک نشود و دوباره سطح آن تمیز نشود از یک ترفند کوچک استفاده می کنیم.
کاغذ سنباده را روی بلوک قرار دهید و یک تکه رزین روی آن قرار دهید. آن را با آهن لحیم کاری ذوب می کنیم و سطح کار نوک را با کاغذ سنباده در رزین تمیز می کنیم. به صورت دوره ای لحیم کاری اضافه کنید. این روش برای ترمیم سریع سطح کار نیز مناسب است. به محض ظاهر شدن مناطق درمان نشده روی آن، توصیه می شود وضعیت را با کاغذ سنباده و رزین اصلاح کنید. این بهتر از تسطیح بعدی سطح با سوهان خواهد بود.
نحوه قلع زدن نیش غیر قابل سوختن
نوک مسی معمولی دارای معایبی است: به تدریج محو می شود و نیاز به تکرار مکرر روش های تمیز کردن فوق دارد. حذف تمام لحیم کاری از آن غیرممکن است که برای لحیم کاری موارد برخی از ریز مدارها لازم است.
نوک های غیر قابل سوختن که سطح آن با لایه ای از نیکل پوشانده شده است، این معایب را ندارند. اما آنها نیاز به مراقبت ویژه دارند. لایه پوشش نازک است و قابل خراش نیست. بنابراین، نوک های نیکل اندود شده را نمی توان با سوهان، سوهان سوزنی یا حتی کاغذ سنباده تمیز کرد. شما حتی نمی توانید با ضربه زدن به پایه آهن لحیم، لحیم را از روی آنها تکان دهید. اگر لایه پوشش آسیب دیده باشد، مس از زیر آن شسته شده و نوک آن غیرقابل استفاده می شود. بنابراین، قلع کاری مانند مس کار نخواهد کرد.
برای قلع کردن نوک نسوز به موارد زیر نیاز دارید:
- یک تکه پارچه پنبه ای (می توانید از یک حوله قدیمی استفاده کنید)؛
- کلوفون;
- لحیم کاری
پارچه را باید سخاوتمندانه در آب خیس کرده و ساییده کنید و یک تکه لحیم کاری کوچک را در ظرف کلوفون انداخت. آهن لحیم کاری را گرم کنید، سپس نوک آن را به شدت روی یک پارچه مرطوب بمالید و اکسیدها را پاک کنید. سپس به سرعت آن را در کلوفون فرو کنید و یک تکه لحیم را در آن ذوب کنید. نیش در یک محیط رزین قلع می شود، که اکسیدهای باقی مانده را حل می کند. پس از این، باید آن را روی همان پارچه ای که در ابتدا استفاده می شد، پاک کنید.
برای تمیز کردن نوک های نسوزا در حین کار از اسفنج های سلولزی مخصوص استفاده می شود که در فروشگاه های لوازم الکترونیکی به فروش می رسد. قبل از استفاده، اسفنج باید در آب خیس شود و اضافی آن را فشار دهید. بهتر است از گلیسیرین استفاده کنید اما خشک نمی شود. هنگام کار، باید به طور دوره ای نوک آهن لحیم کاری را روی یک اسفنج پاک کنید، اکسیدها و لحیم کاری اضافی را از بین ببرید.
همچنین می توانید از یک اسفنج سیمی (بست) ساخته شده از برنج یا مس برای این موارد استفاده کنید. همچنین در فروشگاه های رادیویی آماتور فروخته می شود. یک اسفنج ظرفشویی ساخته شده از از فولاد ضد زنگ، اما فقط نرم است تا نیش را خراش ندهد.
اما اگر آهن لحیم کاری با نوک بدون سوز بیش از حد گرم شود، ممکن است همه این روش ها کمکی نکنند. دمای آن نباید از 300 درجه سانتیگراد تجاوز کند. بنابراین فقط باید در لحیم کاری هایی که دارای کنترل دما با تثبیت هستند استفاده شوند.
تنظیم کننده های برق در اینجا کمکی نمی کنند، زیرا انتخاب حالت عملکرد آن دشوار است. دما، بسته به شدت لحیم کاری، به طور مداوم تغییر می کند؛ زمانی که آهن لحیم کاری روی پایه بیکار است، حداکثر است؛ زمانی که لحیم کاری ذوب می شود، کاهش می یابد. ولتاژ شبکه نیز می تواند تغییر کند و بر دما تأثیر بگذارد. در دستگاه های لحیم کاری سرامیکی و ایستگاه های لحیم کاری، تنظیم با استفاده از حسگر تعبیه شده در آهن لحیم کاری سازماندهی می شود. دمای اولیه توسط کاربر تنظیم می شود و دستگاه کنترل بدون مشارکت او آن را حفظ می کند. همچنین توصیه نمی شود که یک نوک گرم و بدون سوخت را برای مدت طولانی بدون لحیم کاری نگه دارید.
یکی دیگر از مزایای نوک نسوخت طراحی شده برای آهن لحیم کاری سرامیکی و ایستگاه های لحیم کاری- قابل جابجایی و تعویض آسان هستند. تولید کنندگان طیف گسترده ای از تیغه ها را با اشکال و اندازه های مختلف تولید می کنند که برای کارایی طراحی شده اند انواع متفاوتآثار صاحبان آهن های لحیم کاری با بخاری نیکروم باید به ترفندهایی متوسل شوند تا آنها را جهانی کنند: نوعی درج ایجاد کنند، سیم مسی ضخیم را در اطراف نوک بپیچند. این فرآیند لحیم کاری را راحت تر نمی کند، بلکه برعکس است. و اگر به یاد دارید که تغییر نوک چنین آهن لحیم کاری گاهی اوقات چندان آسان نیست، پس باید استفاده از اشکال مختلف سطوح گرمایش را برای آن کاملاً فراموش کنید.
مزایا و معایب لحیم کاری برقی
لحیم کاری سرامیکی فشرده و مقرون به صرفه هستند. عنصر گرمایش آنها در داخل نوک تعبیه شده است و گرمایش سریع آن را تضمین می کند. اما این المنت های گرمایشی نمی توانند تغییرات دمایی ناگهانی را تحمل کنند، بنابراین بهتر است آنها را به طور ناگهانی خنک نکنید. همچنین از نکاتی که برای آنها طراحی نشده اند استفاده نکنید: تغییر دهید رژیم دماعملیات فوراً به عنصر گرمایش آسیب می رساند.
بیشترین ابزار جهانیبرای لحیم کاری، البته، ایستگاه های لحیم کاری وجود دارد. می توانید نوک های موجود در آنها را تغییر دهید و به آرامی دمای آنها را تنظیم کنید. اکثر آنها برای کار می کنند کم ولتاژو به صورت گالوانیکی از شبکه تغذیه جدا شده و همچنین قابلیت اتصال ارت به هویه لحیم کاری را دارند. همراه با استفاده از یک دستبند اتصال به زمین، از خرابی قطعات رادیویی الکترونیکی در اثر الکتریسیته ساکن و تداخل شبکه جلوگیری می کند.

ایستگاه های لحیم کاری تنها یک ایراد دارند: فضای بیشتری را نسبت به لحیم کاری معمولی روی میز اشغال می کنند و کار با آنها دشوار است. شرایط میدانی. بنابراین، هنگام انتخاب اینکه کدام آهن لحیم کاری بهتر است، باید بر روی آنچه لحیم کاری، کجا و چند وقت یکبار لحیم کاری انجام دهید تمرکز کنید. و انتخاب آهن لحیم کاری تعیین می کند که شما باید از کدام نوک استفاده کنید.
 پخت ناشتا با کفیر
پخت ناشتا با کفیر دستور العمل برای شیرینی های نان نان در خانه
دستور العمل برای شیرینی های نان نان در خانه پخت در طول روزه: دستور العمل با عکس
پخت در طول روزه: دستور العمل با عکس