Slipning av sågblad för metall. Tekniken för att slipa cirkelsågar i vardagen. Allmänna regler för slipning av en cirkelsåg
Cirkulär är en anordning på vilken arbete utförs med byggmaterial. Som regel bearbetas trä. En tandad skiva används som skärverktyg. Med tiden blir han matt. Slipning av cirkelsågbladet utförs både på en speciell maskin och med dina egna händer hemma.
Slipning av cirkelsågblad krävs när arbete blir omöjligt. Detta kan förstås utifrån tre signaler:
- Uppvärmning av skyddshöljet. Rök dyker upp under den, lämnar skärzonen.
- Behovet av ytterligare ansträngningar vid matning av arbetsstycket vid skärningstillfället.
- När trä kommer i kontakt med skärande metall bildas ångor och lukter.
Typer av tänder
Skivans huvudsakliga skärelement är tänderna. De är gjorda av hårdmetallmaterial. Tanden består av fyra sidor: fram, bak och två laterala. Även från huvudskärkanten och ytterligare två.
Tänderna som behöver slipas är indelade i:
- Hetero. De används för längsgående sågning av bladet.
- Fasad. De har en vinklad kant på baksidan av tanden. De kan skära inte bara trä, utan också plast eller spånskiva.
- Trapetsformad. I snitt har skärplanet formen av en trapets. Tack vare detta kan de slipas mer sällan.
- Konisk. De ser ut som en kotte.
Slipande vinklar
Cirkelsågen har fyra hörn, som efter trubbning måste slipas. Dessa är de främre och bakre hörnen. Även skärvinklarna som bildas av de främre och bakre ytorna.
 Beroende på sågriktningen krävs de. För längsgående skärning är spånvinkeln mellan 15-25 grader. Vid kapning reduceras skärpningsvinkeln till 5-10 grader. Om det krävs universella skärningar, skärs tanden i en vinkel på 15 grader.
Beroende på sågriktningen krävs de. För längsgående skärning är spånvinkeln mellan 15-25 grader. Vid kapning reduceras skärpningsvinkeln till 5-10 grader. Om det krävs universella skärningar, skärs tanden i en vinkel på 15 grader.
Materialets densitet har ett viktigt inflytande på vinkelns värde. Ju lägre den är, desto skarpare tand krävs. Om det bearbetade materialet är plast, kan vinkeln vara negativ.
Slipning av cirkelsågar med segrande lödningar
Slipningsvinklarna för cirkelsågar med hårdmetallspets är inte lätta att underhålla, eftersom den applicerade tanden kommer att vinna. Denna legering säkras genom lödning. Skärdelens geometri är komplex, och skärpningsparametrarna kräver exakt hållning.
Arbetet utförs under utjämning av skäreggen till en radie av 0,3 mm. Ett högre värde bör inte tillåtas.
- Slipning utförs på tandens främre och bakre plan. Om arbetet utförs korrekt kommer det totala antalet skärpningar tills bladet är helt utslitet att vara 30 gånger.
- Du bör börja arbeta från frontplanet.
- Den del av tanden som löds ska sitta tätt mot.
- Vridtiden är 3 till 5 sekunder. Det kan inte vara längre. Detta leder till överdriven uppvärmning av metallen. Det är överhettat och härdat med en minskning av hårdheten.
- Tjockleken på det slipade materialet är i området 0,15 m.
Maskinapplikation
Den enklaste maskinen för att arbeta hemma är Det är en abrasiv motor. Hjul kan vara diamant, CBN eller kiselkarbid.
Det är svårt att hålla bladet i ett visst läge i förhållande till slipmedlet. Du måste använda prylarna. Detta kan vara ett horisontellt stativ eller en fixeringsanordning, där toppplanet måste vara i linje med slipmedlets axel.
Den vässade tanden är placerad på ett plan så att den är vinkelrät mot bladet. Efter att ha slagit på motorn förs bladet till cirkeln och trycks mot det med en tand. Metallskiktet som ska tas bort styrs av presskraften. Efter att ha arbetat klart med en tand, tas nästa på samma sätt. Och så vidare i en cirkel till slutet.
 I syfte att universalisera moderniseras montern. Den främre delen görs rörlig, och ett par bultar skruvas in i baksidan. Med deras hjälp kan du justera lutningen på nätet. Det blir möjligt att skärpa det främre och bakre planet på en sned tand.
I syfte att universalisera moderniseras montern. Den främre delen görs rörlig, och ett par bultar skruvas in i baksidan. Med deras hjälp kan du justera lutningen på nätet. Det blir möjligt att skärpa det främre och bakre planet på en sned tand.
Det kvarstår problemet med att hålla de främre och bakre skärpningsvinklarna lika. För att göra detta är det nödvändigt att fixera bladet i förhållande till mitten av slipskivan. För att göra detta sätts skivan in i en speciell hållare och ett spår görs i stativet för den. Den nödvändiga upprätthålls genom att dornen flyttas längs spåret. Om diametern på skivorna är annorlunda måste det vara möjligt att flytta motorn eller stödet med ett spår.
Ett annat sätt är att installera stopp som fixerar önskad position på skivan.
Slipning för hand
I avsaknad av maskin kan skärpning göras med fil. För att göra detta är det viktigt att tydligt fixa skivan. Detta görs med ett skruvstäd. Om duken inte tas bort från cirkuläret kan du klara dig utan dem. Stänger sätts in mellan tänderna och verktyget vilar mot det vertikala planet.
En markör görs var som helst på cirkeln. Så det kommer att stå klart när arbetet är klart. Bearbetningen utförs med en platt fil som passar bra mellan tänderna. Tandens övre kant och dess framkant är utsatta för det största slitaget.
Först utförs arbete med de bakre ytorna på tänderna runt hela cirkeln. I det andra steget börjar de skärpa framkanterna. Det är viktigt att komma ihåg att den applicerade kraften måste vara densamma, då blir alla tänder jämnt slipade.
Det går att vässa den cirkulära skivan hemma. För detta är det bättre att köpa en enkel maskin. I hans frånvaro kan du använda en skruvstäd eller hemgjorda stopp. Kontrollera verktyget efter avslutat arbete. I processen att skära bör dess arbete vara smidigt och tyst.
För att slipa ett sågblad med segrande lödningar är det nödvändigt att ta hänsyn till några av egenskaperna hos denna produkt och välja verktyget så noggrant som möjligt.
Tandmaterial och form
Sågblad är stålblad med spetsar som är högtemperatursvetsade fräsar.
Som regel är dessa delar av verktyget gjorda av sintrad volfram-koboltlegering (kvaliteter VK, VK6, VK15, etc.). Karbidlegeringar används också. Men man bör komma ihåg att styrkan beror på karbidfasens kornstorlek.
Samma lödning (tand) har följande plan:
- Främre;
- Tillbaka;
- Tvåsidig (hjälp).
Det vill säga korsar de bildar två skärande kanter:
- Hem;
- Extra.
Mätning av skärpningsgraden av en cirkelsåg
I de flesta fall används cirkelsågar med segrande lödningar sällan, men för betydande mängder material och under lång tid. Därför är det ganska normalt att framtänderna börjar slipa med tiden. Denna produkt bör slipas efter behov. Att bestämma graden av skärpning är ganska enkelt:
- Vid sågning av materialet börjar oregelbundenheter, skåror, spån dyka upp och vid skärning av träföremål - en karakteristisk lukt och svarta märken på materialet;
- Arbetet på maskinen blir svårare då mer ansträngning krävs, vilket resulterar i en stor belastning på motorn.
Viktig! Bristande observation av skärpan på skivans skärkanter kan leda till att produkten inte längre kan slipas eller repareras alls. Därför är det värt att noggrant övervaka instrumentets tillstånd.
Det bör noteras att dessa maskiner som regel är utrustade med skyddsreläer. Men om det inte finns några, kan enheten misslyckas snabbare om den vässas felaktigt eller vid fel tidpunkt.
Material som används och skärpningsprocessen för ett cirkelsågblad
När man arbetar med en cirkelsåg blir huvudkanten oftast matt. I skärningsprocessen ligger huvudvikten på det, så det är nödvändigt att se till att det inte avrundas med mer än 0,3 mm, eftersom svårigheter kan uppstå under den efterföljande skärpningen av skärarna, för att inte tala om en minskning av produktiviteten .
Hjälpplan utsätts också för slitage (om än i mindre utsträckning), särskilt när man arbetar med massiva produkter.
För att skärpa tänderna på cirkelsågar med segrande tänder används höghållfasta material - diamanthjul, kiselkarbid (gröna) hjul, etc.
Viktig! Innan du påbörjar processen måste du se till att enheten är ren, det vill säga se till att det inte finns smuts eller vatten på ytorna som ska behandlas. Och det kommer också att vara användbart att behandla diamanthjulet med skärvätska, eftersom det finns stor sannolikhet för rostbildning när det kyls med vanligt vatten.
När du väljer ett slipskiva bör du vara uppmärksam på att dess yta är något kornig, eftersom det är så den önskade ytrenheten hos den slipade tanden uppnås. Annars kommer spån, skåror och andra defekter att finnas kvar vid arbete på materialet.
För att bearbeta segrande nyanser måste sliphjulets rotationshastighet vara minst 15 m / s, det vill säga med en diameter på 120 till 125 mm måste rotationshastigheten vara minst 1500 rpm.
Det finns speciella enheter för skärpning av lödning - skärpningsmaskiner, vars fördel är:
- Variation av rörelse för både verktygsmaskinen och slipskivan;
- Säkerställer en jämn skärpningsvinkel.
Ytterligare åtgärder utförs manuellt - vridning av sågen i en cirkel (per tand), efterföljande slipning, kontrollera volymen av avlägsnad metall. Sådana mekanismer är bra för att hantera lödning hemma.
Skärpningstyper
Själva processen är indelad i tre typer:
1. Slipa framsidan av en rak tand
Tanden och slipskivan är inställda vinkelrätt mot varandra, med tanke på att själva sågen måste vara i horisontellt läge. I händelse av att maskinen inte ger en vinkellutningsskala kan du använda en pendelgoniometer. Därefter måste du fixa verktygen ordentligt.
Själva processen är kontakten av slipskivan och markytan fram och tillbaka med hjälp av en mekanism i maskinen, samtidigt som tanden pressas mot hjulet i manuellt läge. Denna process upprepas med varje sågtand.
För enkelhetens skull kan du göra ett märke på tanden från vilken skärpningen började.
2. Slipning av tanden avfasad på den främre ytan
Denna typ av skärpning möjliggör utförandet av samma åtgärder som tidigare, med skillnaden att lutningsvinkeln måste ändras i enlighet med tändernas placering. Du kan mäta lutningen med en pendelgoniometer. Först skärps de positiva vinklarna på tanden genom tanden.
- Varannan lödning slipas;
- Då ändras vinkeln till negativ;
- De återstående tänderna bearbetas.
- Bakre ansiktsskärpning
Denna process ger möjligheten att ändra skivans position så att lödningens bakplan är i kontakt med slipskivan.
Om det inte finns någon skärpningsmaskin kan du göra allt med dina egna händer. Så här skärper du en skiva med dina egna händer:
- Gör ett stöd för sågen som håller sågen på plats. Denna enhet måste hålla fast sågen, annars kommer processen att utgöra en fara för utföraren;
- Anpassa stativet som själva skivan kommer att placeras på (om nödvändigt kan lutningsvinkeln ändras till stöden);
Viktig! Slipsågen och sågbladet ska vara vinkelräta mot varandra.
- Fäst cirkelsågen i mitten så att den är i kontakt med cirkeln i önskat läge (för att behålla samma bakre och främre skärpningsvinklar).
Man bör komma ihåg att efter skärpning bör inga chips, sprickor, luckor eller andra defekter finnas kvar på de segrande tänderna. Om ingen bländning syns på fräsen, är arbetet utfört korrekt.
Det bör också noteras att tandens skärpta plan och materialet som ska bearbetas därefter är beroende av varandra - om materialet i arbetsstycket är hårt, bör lödningen inte vara för skarp.
Att slipa sågbladet tar 15 till 30 minuter
I vilken byggverksamhet som helst kommer det att vara byggandet av ett lanthus eller sommarstuga, i alla företag behövs en cirkelsåg (eller cirkelsåg). Den överträffar alla andra tillbehör och typer av sågar i kvaliteten på dess prestanda.
Slipning av cirkelsågar i vårt värde från 150 till 450 rubel.
För att cirkelsågen ska fungera effektivt är det nödvändigt att övervaka skärpans skärpa. Detta kommer att avsevärt öka livslängden och kvaliteten på det bearbetade materialet. Om du slipar cirkelsågar för hand behöver du följande verktyg: en fil, ett skruvstäd och ett träblock.
| vårt arbete med att slipa knivar och andra verktyg |
Den tillverkas på professionell utrustning - på maskiner för slipning av cirkelsågar.
Vår verkstad finns
Vi har öppet 7 dagar i veckan från 10:00 till 20:00
Dålig slipning är särskilt skadligt för cirkelsågar med låg motoreffekt. En motor med låg effekt kommer att arbeta med hög spänning medan den överhettas, så sannolikheten för ett sågbladsbrott kommer att vara mycket högre än för sågar med högre kraftenheter.
Vi utför följande skärpningsarbeten:
- Det ungefärliga priset är 400 rubel.
- Det ungefärliga priset är 300 rubel.
- Det ungefärliga priset är 200 rubel.
- Det ungefärliga priset är 150 rubel.
- Det ungefärliga priset är 350 rubel.
- Det ungefärliga priset är 250 rubel.
- ungefärligt pris 250 rbl
- Det ungefärliga priset är 250 rubel.
- Det ungefärliga priset är 450 rubel.
- Det ungefärliga priset är 225 rubel.
- Det ungefärliga priset är 300 rubel.
- Det ungefärliga priset är 220 rubel.
- Det ungefärliga priset är 250 rubel.
- Det ungefärliga priset är 200 rubel.
- Det ungefärliga priset är 220 rubel.
- Det ungefärliga priset är 200 rubel.
- Det ungefärliga priset är 250 rubel.
- Det ungefärliga priset är 120-200 rubel.
- Det ungefärliga priset är 250 rubel.

Kostnaden för att skärpa en cirkelsåg är från 150 till 450 rubel
När tecken på trubbighet uppträder krävs en brådskande slipning av cirkelsågar. Tecken på matthet är följande: vid sågning av trä krävs fysiska ansträngningar högre än med en slipad såg; kolavlagringar, mörka spår längs snittets kanter och en brännande lukt uppträder; Skyddskåpan på motorns yta blir varm och rök kan bildas.
 |
|
 |
Sågblad med metallspets är mycket mer hållbara |
| Hårdmetall lödd är benägen att få spån och sprickor om skärpningen är otidig | |
Slipning av sågbladet för hand
Du bör börja skärpa från baksidan, som är vänd mot materialet, och det är bekvämare att slipa om du inte tar bort skivan från maskinen. Maskinen måste vara strömlös under skärpning. För att säkerställa en säkrare passform av skivan är det bättre att fästa den med två träklossar, placerade på båda sidor. Använd en ljusmarkör för att markera sågtanden du ska börja slipa med. Du måste slipa varje enskild tand jämnt, med samma tryck på filen och lika många rörelser.
Efter hela proceduren, när alla sågtänder är slipade lika, måste du sätta in skivan på sin plats och försöka bearbeta ett träblock. Kontrollera om det finns något onormalt ljud eller vibrationer, tänderna kan slipas ojämnt och rätta till slipfelen.
Slipning av cirkelsågar med slipmaskiner
 Slipning utförs mer effektivt med hjälp av slipmaskiner, de finns tillgängliga i specialiserade tjänster och verkstäder.
Slipning utförs mer effektivt med hjälp av slipmaskiner, de finns tillgängliga i specialiserade tjänster och verkstäder.
Om sågbladet är matt är det inte nödvändigt att köpa ett nytt. Efter slipning av sågen
kommer att fungera med samma prestanda som en ny, bara skärpning kommer att kosta dig mycket mindre än att köpa en ny skiva.
Slipning av en cirkelsåg i verkstäder utförs med diamanthjul, detta är nödvändigt eftersom sågtänderna är gjorda av hårda legeringar, diamanthjulet låter dig ta bort ett minimum av metall. Det gör att sågen kan slipas många gånger utan att kompromissa med dess lämplighet för efterföljande arbete.
På ett annat sätt kallas cirkelsågar för cirkelsågar. Det är omöjligt att arbeta normalt med en trubbig såg, spån och fel börjar dyka upp på materialet som bearbetas.
Cirkelsågar slipas på specialutrustning och ställer in önskad vinkel för varje diameter på sågen. Detta säkerställer att sågen, efter sådan slipning, inte kommer att fungera sämre än en ny. 
Det är nödvändigt att ta hänsyn till exakt vilken skärpningsvinkel som krävs för varje enskild såg, detta kräver hög precision från sliparen. Det är nödvändigt att överväga vilket material varje såg är avsedd för - trä, plast eller annat material.
Därför är det bäst att kontakta en professionell, specialutbildad specialist inom området sågbladsslipning. Genom att göra detta kan du spara inte bara tid utan också pengar. Och njut av det fulla resultatet av ditt arbete med en välslipad cirkelsåg.
|
En cirkelsåg är ett oumbärligt verktyg som inte kan undvaras vid reparationsarbete, konstruktion, träbearbetning eller avverkning av ved. Kvaliteten och noggrannheten på sågen och sågens livslängd beror direkt på kvaliteten på skärpningen. För att slipa sågen behöver du: En fil, ett skruvstäd, ett träblock, en markör, lite tid och gott humör :) Stämningen kommer att stiga ännu mer när du känner skillnaden mellan att arbeta med en slö såg och en välslipad såg.
Video: Cirkelsågblad med hårdmetallspets kan förlora sina ursprungliga egenskaper vid långvarig användning. Men det betyder inte att ett nytt skärverktyg ska köpas in. I de flesta fall kan slipning göras hemma med vilken lämplig maskin som helst. Behovet av att slipa sågenFörst måste du bestämma dig för om du behöver skärpa eller inte. Det finns flera tydliga tecken som indikerar relevansen av denna procedur. Om du ignorerar dem, kan disken i framtiden bli oreparerad och orsaka fel på en dyr maskin. Fördelen med att använda ett lödt sågblad är en längre livslängd. Den är också designad för bearbetning av hårt trä. Ytbeläggning är gjord av stål 9KhF, 50KhVA, 65G och liknande sammansättningar. De kännetecknas av hög hårdhet, men samtidigt, med betydande drift, kommer sannolikheten för deras sammanbrott att öka. Snabb skärpning av cirkelsågar med en gör-det-själv-maskin utförs med följande uppenbara tecken:
Hur man bestämmer skärpningsvinkeln för en cirkelsåg
Det bästa alternativet är att ha en originalmall, enligt vilken du kan korrigera skäreggens geometri. Ofta är den gjord av tunnväggigt rostfritt stål, mindre ofta - av tjock kartong. Hårdmetalltänder tillverkas i enlighet med GOST 9769-79. Men deras geometri och geometriska dimensioner bestäms av tillverkaren baserat på sågens syfte. Om det inte finns någon mall är det nödvändigt att självständigt bestämma de nödvändiga skärpningsvinklarna. För detta rekommenderas att använda en pendelgoniometer. Gör-det-själv-malltillverkningsteknik.
I framtiden kan den användas för självslipning på maskinen eller tillhandahållas som ett prov för företag som tillhandahåller sådana tjänster.
Det är viktigt att komma ihåg att spånvinkeln kan vara negativ. Sådana modeller används för att skära plastskivor och icke-järnmetaller. Sätt att slipa cirkelsågar
Vilken skärpningsmaskin som helst kan användas för att bilda en ny skäregg. Det är viktigt att till en början välja rätt och vässa kanten med den. För detta är det nödvändigt att använda korund- eller diamantmodeller. Det bästa alternativet är att använda specialutrustning utformad för att utföra detta jobb. Men på grund av dess höga kostnad är förvärvet i många fall opraktiskt. Ett alternativt sätt är att använda en slipmaskin med möjlighet att ändra vinkeln på korundskivan. Under inga omständigheter bör du göra slipningen för hand själv. För det första kommer det att ta väldigt lång tid. För det andra kommer det erhållna resultatet inte att uppfylla standarderna. Om det inte är möjligt att skärpa dig, rekommenderas det att använda specialiserade företags tjänster. Gör-det-själv professionell skärpning av cirkelsågar utförs enligt följande regler:
Efter att slipningen av skivorna på träet är klar, rekommenderas det att avsluta det med finkornigt sandpapper. Detta kan göras manuellt eller med en speciell maskin.
Sätt att förlänga sågbladets livslängd
Processen att bilda en ny skäregg är mödosam och tidskrävande. Därför rekommenderas det att du uppfyller ett antal villkor för att öka skivans livslängd. Hårda lödningar har lång livslängd. Men de är mer benägna att chippa och bryta av. Alternativet mjukt är praktiskt taget inte föremål för sådana defekter. Men dess servicetid är kortare än den solida. Utseendet av grovhet på skärytan är inte tillåten. I framtiden kan de leda till utseendet av chips och sprickor.
Videon visar ett DIY-exempel:
Ritningar och tandgeometriSlipning av cirkelsågar måste utföras exakt i enlighet med normerna och kraven för geometrin på tänderna på varje enskilt blad. För att vässa en cirkelsåg ordentligt med dina egna händer måste du känna till formen på tanden och dess geometri. Hittade du inget svar på din fråga? Titta här
|




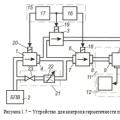 Automatisering av kontroll av tätheten hos reningsventilen för gasgrenröret i pannanläggningar
Automatisering av kontroll av tätheten hos reningsventilen för gasgrenröret i pannanläggningar Användbar information om att installera luftkonditioneringsapparater med dina egna händer
Användbar information om att installera luftkonditioneringsapparater med dina egna händer Platsavvattningsprojekt: val av plats, lutning, djup, delar av dräneringssystemet
Platsavvattningsprojekt: val av plats, lutning, djup, delar av dräneringssystemet