Vi monterar en DC-svetsmaskin med våra egna händer. Konvertera växelriktaren till en halvautomatisk svetsmaskin Svetsmaskin som variabel till konstant
Växelriktare används i stor utsträckning av hem- och garagehantverkare. Svetsning med en sådan maskin kräver dock vissa färdigheter från operatören. Förmågan att "hålla bågen" krävs.
Dessutom är bågmotståndet ett variabelt värde, så kvaliteten på sömmen beror direkt på svetsarens kvalifikationer.
Alla dessa problem tonar i bakgrunden om du arbetar med en halvautomatisk svetsmaskin.
Designfunktioner och principen för driften av den halvautomatiska enheten
En utmärkande egenskap hos denna svetsare är att istället för utbytbara elektroder används en tråd som kontinuerligt matas in i svetszonen.
Den ger permanent kontakt och har mindre motstånd än bågsvetsning.
På grund av detta bildas omedelbart en zon av smält metall vid kontaktpunkten med arbetsstycket. Den flytande massan limmar ytorna och bildar en högkvalitativ och hållbar söm.
Med hjälp av en halvautomatisk enhet kan alla metaller, inklusive icke-järn och rostfritt stål, lätt kokas. Du kan behärska svetstekniken på egen hand, du behöver inte anmäla dig till kurser. Enheten är mycket enkel att använda, även för en nybörjare.
Förutom den elektriska delen - en strömkälla med hög effekt, har den halvautomatiska enheten en kontinuerlig svetstrådmatningsmekanism och en brännare utrustad med ett munstycke för att skapa en gasatmosfär.
Med vanlig kopparpläterad tråd arbetar de i en inert skyddsgas (oftast koldioxid). För att göra detta är en cylinder med en reducering ansluten till ett speciellt inlopp på den halvautomatiska enhetens kropp.
Dessutom kan den halvautomatiska enheten svetsas i en självskärmande miljö, som skapas med en speciell sprutning på svetstråden. I detta fall används ingen inert gas.
Det är enkelheten i driften och mångsidigheten hos den halvautomatiska enheten som gör enheten så populär bland amatörsvetsare.
I många kit är en två-i-ett-funktion implementerad - och en halvautomatisk enhet i en gemensam kropp. Ett extra uttag görs från växelriktaren - anslutningsterminalen för innehavaren av utbytbara elektroder. 
Den enda allvarliga nackdelen är att en högkvalitativ halvautomatisk enhet kostar betydligt mer än en enkel växelriktare. Med liknande egenskaper skiljer sig kostnaden med 3-4 gånger.
Alla svetsare känner till fördelarna med en halvautomatisk enhet framför manuell elektrisk svetsning. På grund av sin höga utbredning och låga kostnad är MMA-växelriktare i många hantverkares arsenal. Men med MIG-svetsning är det en annan sak - dessa enheter är dyrare. Men det finns en väg ut - du kan göra en halvautomatisk enhet från en växelriktare med dina egna händer. Om du fördjupar dig i den här frågan blir saken inte så svår.
Det finns grundläggande skillnader mellan MMA- och MIG-svetsning. För att driva en halvautomatisk enhet behöver du koldioxid (eller en blandning av koldioxid med argon) och en elektrodtråd, som matas till svetsplatsen genom en speciell slang. De där. själva principen för halvautomatisk svetsning är mer komplicerad, men den är universell och dess användning är motiverad. Vad som behövs för att den halvautomatiska enheten ska fungera:
- trådmatare;
- brännare;
- slang för tillförsel av tråd och gas till värmedynan;
- konstant spänningsströmkälla.
- Och att vända svetsväxelriktare i en halvautomatisk enhet behöver du ett verktyg, tid och lust.
Träning
Att göra en halvautomatisk svetsmaskin hemma börjar med arbetsplanering. Det finns två alternativ för att göra MIG-svetsning från en växelriktare:
- Gör en halvautomatisk svetsmaskin helt med dina egna händer.
- För att göra om endast växelriktaren - mataren köps färdig.
I det första fallet kommer kostnaden för delar till mataren att vara cirka 1000 rubel, naturligtvis exklusive arbete. Om den halvautomatiska fabriksenheten innehåller allt i ett fall, kommer den hemmagjorda att bestå av två delar:
- Svetsväxelriktare.
- Låda med trådmatare och trådspole.
Först måste du bestämma fallet för den andra delen av den halvautomatiska enheten. Det är önskvärt att det är lätt och rymligt. Matningsmekanismen måste hållas ren, annars matas tråden i ryck, dessutom måste spolarna bytas med jämna mellanrum och mekanismen måste justeras. Därför måste lådan vara lätt att stänga och öppna.
Det idealiska alternativet är att använda den gamla systemenheten:
- snyggt utseende - det spelar ingen roll, men det är mycket trevligare när insidan av den hemgjorda produkten inte sticker ut och den halvautomatiska enheten från MMA-växelriktaren ser bra ut;
- lätt, stängs;
- kroppen är tunn - det är lätt att göra de nödvändiga utskärningarna;
- gasventilen och trådmatningsdriften drivs med 12 volt. Därför duger en strömförsörjning från en dator, och den är redan inbyggd i höljet.
Nu måste du uppskatta storleken och placeringen av framtida delar i fallet. Du kan klippa ut ungefärliga layouter från kartong och kontrollera deras relativa position. Efter det kan du börja arbeta.
Det bästa alternativet för elektrodtråd är en 5 kg spole. Henne yttre diameter 200 mm, inre - 50 mm. För rotationsaxeln kan du använda avlopp PVC rör. Dess ytterdiameter är 50 mm.
Brännare

En hemgjord halvautomatisk enhet måste vara utrustad med en brännare. Du kan göra det själv, men det är bättre att köpa färdigt kit, vilket ingår:
- Brännare med en uppsättning spetsar med olika diametrar.
- Leveransslang.
- Europlugg.
En normal brännare kan köpas för 2-3 tusen rubel. Dessutom är enheten hemmagjord, så du behöver inte jaga dyra märken.
Vad du ska titta efter när du väljer ett kit:
- vilken svetsström brännaren är konstruerad för;
- slanglängd och styvhet - huvuduppgiften slang, säkerställ fri trådmatning till brännaren. Om den är mjuk kommer varje böj att sakta ner rörelsen;
- fjädrar nära kontakten och brännaren - de förhindrar att slangen går sönder.
Matare

Elektrodtråden måste matas kontinuerligt och jämnt - då kommer svetsningen att visa sig vara av god kvalitet. Matningshastigheten måste vara justerbar. Det finns tre alternativ för hur man gör en enhet:
- Köp en färdigmonterad mekanism. Dyrt, men snabbt.
- Köp endast foderrullar.
- Gör det själv.
Om det tredje alternativet väljs behöver du:
- två lager, styrrulle, dragfjäder;
- trådmatningsmotor - en torkarmotor duger;
- metallplatta för att fästa mekanismen.
Ett trycklager - det måste vara justerbart, det andra fungerar som ett stöd för rullen. Tillverkningsprincip:
- hål är gjorda på plattan för motoraxeln och för att fästa lagren;
- motorn är fäst på baksidan av plattan;
- en styrrulle sätts på axeln;
- lager är fixerade i toppen och botten;
Lagren är bäst placerade på metallremsor - ena änden är bultad till basplattan, och en fjäder med en justerbult är fäst vid den andra.
Den gjorda mekanismen placeras i huset så att rullarna ligger i linje med kontakten för brännaren, det vill säga så att tråden inte går sönder. Ett styvt trådinriktningsrör måste installeras framför rullarna.
Implementering av den elektriska delen
För detta behöver du:
- två bilreläer;
- diod;
- PWM-regulator för motorn;
- kondensator med transistor;
- magnetventil tomgångsrörelse- för att tillföra gas till brännaren. Alla VAZ-modeller klarar sig, till exempel, från en åtta;
- ledningar.
Styrkretsen för tråd- och gasmatning är ganska enkel och implementeras enligt följande:
- när knappen på brännaren trycks in, aktiveras relä nr 1 och relä nr 2;
- relä # 1 slår på gastillförselventilen;
- relä # 2 fungerar tillsammans med en kondensator och slår på trådmatningen med en fördröjning;
- tråddragning görs med en extra knapp som går förbi gastillförselreläet;
- att ta bort självinduktion från magnetventil, en diod är ansluten till den.
- Det är nödvändigt att sörja för anslutningen av brännaren till kraftledning från växelriktaren. För att göra detta, bredvid euro-kontakten, kan du installera en snabbkoppling och ansluta den till brännaren.
Den halvautomatiska enheten har följande arbetssekvens:
- Gasförsörjningen är påslagen.
- Med en kort fördröjning startar trådmatningen.
En sådan sekvens är nödvändig så att tråden omedelbart kommer in i den skyddande miljön. Om du gör en halvautomatisk enhet utan fördröjning kommer tråden att fastna. För att implementera det behöver du en kondensator och en transistor genom vilken motorstyrreläet är anslutet. Funktionsprincip:
- spänning appliceras på kondensatorn;
- den laddas;
- ström tillförs transistorn;
- reläet slås på.
Kapacitansen för kondensatorn måste väljas så att fördröjningen är cirka 0,5 sekunder - detta är tillräckligt för att fylla svetsbadet.
Efter montering måste mekanismen testas, och tillverkningsprocessen kan ses i videon.
Ändring av växelriktaren
För att göra en halvautomatisk enhet från en konventionell växelriktare med dina egna händer måste du ändra dess elektriska del något. Om du ansluter MMA-växelriktaren till det monterade fodralet kommer du att kunna laga mat. Men samtidigt kommer kvaliteten på svetsningen att vara långt ifrån fabrikens halvautomatiska enhet. Allt handlar om CVC - ström-spänningsegenskaper. Den elektriska ljusbågsomriktaren producerar en fallande karakteristik - utspänningen är flytande. Och för korrekt funktion av den halvautomatiska enheten krävs en stel karaktäristik - enheten upprätthåller en konstant spänning vid utgången.
För att kunna använda din växelriktare som strömkälla måste du därför ändra dess I – V-karakteristik (ström-spänningskarakteristik). För detta behöver du:
- vippströmbrytare, ledningar;
- variabelt motstånd och två konstanter;
Det är ganska lätt att få ett hårt svar på en inverter. För att göra detta måste du placera en spänningsdelare framför shunten som styr svetsströmmen. Fasta motstånd används för avdelaren. Nu kan du få de nödvändiga millivolt, som kommer att vara proportionell mot utspänningen, och inte strömmen. Det finns bara ett minus i detta schema - bågen är för hård. För att mildra detta kan du använda ett variabelt motstånd som ansluter till delaren och utgången på shunten.
Fördelen med detta tillvägagångssätt är att det finns en justering av bågens styvhet - en sådan inställning är endast tillgänglig i professionella halvautomatiska enheter. Och vippbrytaren växlar växelriktaren mellan MMA- och MIG-lägen.
Att konvertera en MMA-växelriktare till en halvautomatisk enhet, även om det inte är en lätt uppgift, är alltså ganska realiserbart. Som ett resultat får vi en enhet som inte är sämre än fabriken när det gäller dess egenskaper. Men samtidigt är det mycket billigare. Kostnaden för en sådan ändring är 4-5 tusen rubel.
Den här artikeln börjar en ny rubrik "Verktyg och enheter", och artikeln kommer att vara något ovanlig, det vill säga den kommer inte att handla om vad och hur man gör, utan tvärtom, vad som inte är värt att göra.
Tack vare den fantastiska arbetsproduktiviteten hos invånarna i "Celestial Empire" och den överkomliga kostnaden är svetsmaskiner - "inverters" fast etablerade i många bilägares garage. Och av goda skäl: liten storlek, låg vikt, brett och jämnt strömjusteringsområde, "mjuk" båge, låg strömförbrukning gör denna svetsmaskin till en ovärderlig assistent i många fall, men inte alltid, en bil "plåt" är ofta för känslig för elektrodsvetsning... Och sedan i bilisters nyfikna sinnen börjar tankar dyka upp: vad händer om du lägger till en brännare, en trådlåda och till låg kostnad omvandlar "växelriktaren" till en "halvautomatisk enhet". Jag måste genast säga att det här alternativet inte kommer att fungera, och en sådan tillsats fungerar inte heller för en konventionell svetsmaskin på en transformator. Varför? Läs vidare.

Halvautomatisk brännare och svetstråd
För att inte vara ogrundad: jag har en DC-svetsmaskin på en transformator i mitt garage, jag gjorde också en halvautomatisk enhet själv (även en transformator, som jag använder framgångsrikt) för flera år sedan, och i år köpte jag en invertersvetsning maskin (det är svårt att bära en transformator själv). Jag bestämde mig för att testa denna möjlighet "empiriskt", speciellt eftersom allt du behöver finns tillgängligt, och inga kostnader behövs. Jag kopplade ur transformatorn i den "halvautomatiska enheten", applicerade ström från "växelriktaren", provade det ... jag ska vara ärlig - jag provade det på olika lägen, justerade strömmen, ändrade trådmatningshastigheten, kokade med gas och utan ... den normala sömmen kom inte ut, det visade sig vara "shit", för att uttrycka det milt.
Nu lite teori. Det finns inget utan det, men jag ska försöka vara så enkel och kort som möjligt.
Typer eller typer av svetsning.
MMA (ManuellMetallBåge). Den vanligaste typen av svetsning är manuell MMA-svetsning, förresten, denna teknik utvecklad av vår landsman N.G. Slavyanov.
TIG (VolframInertGas). Svetsning med en icke förbrukningsbar (volfram eller grafit) elektrod i en skyddande inert gas (argonbågsvetsning). Uppfunnet av N.N. Benardos.
MIG (MekaniskInertGas). Mekaniserad tillförsel av elektrodmaterial (halvautomatisk eller automatisk) i en inertgasmiljö (argon, helium).
MAG (MekaniskAktivGas). Mekaniserad tillförsel av elektrodmaterial (halvautomatisk eller automatisk) i en aktiv (koldioxid) gasmiljö. Vilket intresserar oss mest. Förresten, legerad tråd (vi använder kopparpläterad tråd) uppfanns också av våra landsmän K.V. Lyubavsky och N.M. Novozhilov.
Låt oss nu ta reda på vad som är skillnaden mellan nätaggregat.MMAochMAG,och varför de inte kan användas den ena istället för den andra.
Till att börja med, överväga förutsättningarna för förekomsten av en elektrisk ljusbåge som används vid svetsning. I grafen ovan märks det

att ström-spänningskarakteristiken för bågen (CVC) har tre uttalade sektioner:
- nedströms- vilket motsvarar en låg strömtäthet,
- horisontell sektion- med en genomsnittlig strömtäthet
- stigande sektion- vilket motsvarar en hög strömtäthet.
Alltså med manuell svetsningMMA bågbränningsprocessen sker i mittsektionen av I - V-karakteristiken, den är bättre i sin första tredjedel, medan ljusbågen lätt antänds, håller sig stabil, sömmarna är släta och metallen stänker inte (samtidigt, svängningar av elektroden (svetsarens hand) och förändringar i båglängden orsakar praktiskt taget ingen förändring i svetsströmmen. Om strömtätheten ökar och bågens brännpunkt skiftar till den stigande sektionen, blir bågen instabil, "hård", metallstänk, sömmarna kommer ut slitna och ojämna.
Vid svetsning halvautomatiskMAG bågens punkt bör placeras i början av den stigande sektionen av I - V-karakteristiken, med hög densitet ström, medan självreglering av svetsprocessen kommer att ske.
Varje typ av svetsning måste ha en motsvarande strömkälla för svetsmaskinen, vare sig det är en växelriktare eller en transformator. För tydlighetens skull, ytterligare en graf,

som skildrar externa volt-ampere egenskaper hos kraftkällor för svetsmaskiner.
Kurva 1 motsvarar den kraftigt sjunkande ström-spänningskaraktäristiken för strömförsörjningen, vilket är nästan idealiskt för manuell svetsning på likström MMA, kurva 2 - försiktigt doppande volt-ampere karakteristik, kurva 3 — styv ström-spänningsegenskaper, ger självreglering vid svetsning med en tunn tråd MAG.
Slutsats: Den manuella DC-strömkällan är designad och tillverkad med brant sjunkande ström-spänningskarakteristik som absolut inte lämplig för svetsarbete trådelektrod i halvautomatiskt läge ... När det gäller växelriktarens strömkälla krävs ändring och omkonfigurering av styrenheten, men om du inte är särskilt stark inom elektronik, är det bättre att inte klättra in i en väletablerad mekanism.
En halvautomatisk svetsmaskin är en funktionell enhet som kan köpas färdig eller tillverkad av. Det bör noteras att tillverkningen av en halvautomatisk enhet från en växelriktarenhet inte är en lätt uppgift, men den kan lösas om så önskas. De som sätter ett sådant mål bör studera principen för driften av en halvautomatisk enhet väl, se tematiska bilder och video, förbered allt nödvändig utrustning och tillbehör.
Vad krävs för att konvertera en växelriktare till en halvautomatisk enhet
För att göra om växelriktaren och göra en funktionell halvautomatisk svetsmaskin av den, måste du hitta följande utrustning och ytterligare komponenter:
- invertermaskin som kan generera en svetsström på 150 A;
- en mekanism som kommer att ansvara för matning av svetstråden;
- huvudarbetselementet är brännaren;
- en slang genom vilken svetstråden kommer att matas;
- en slang för tillförsel av skyddsgas till svetsområdet;
- en spole av svetstråd (en sådan spole måste genomgå vissa förändringar);
- en elektronisk enhet som styr driften av din hemgjorda halvautomatiska enhet.

Särskild uppmärksamhet bör ägnas åt förändringen av mataren, på grund av vilken svetstråden matas in i svetszonen och rör sig längs flexibel slang... För att svetsen ska vara av hög kvalitet, pålitlig och exakt måste trådmatningshastigheten genom den flexibla slangen matcha trådsmältningshastigheten.
Sedan vid svetsning med hjälp av en halvautomatisk enhet, tråd från olika material och av olika diametrar, måste dess matningshastighet regleras. Det är denna funktion - regleringen av matningshastigheten för svetstråden - som mataren för den halvautomatiska enheten ska utföra.

Intern layout Trådspole Trådmatare (vy 1)
Trådmatare (vy 2) Fästa svetsarmen till mataren Konstruktion av en hemmagjord brännare
De vanligaste tråddiametrarna som används vid halvautomatisk svetsning är 0,8; ett; 1,2 och 1,6 mm. Före svetsning lindas tråden på speciella spolar, som är fästen av halvautomatiska enheter, fixerade på dem med hjälp av enkla strukturella element. I svetsningsprocessen matas tråden automatiskt, vilket avsevärt minskar tiden som spenderas på en sådan teknisk operation, förenklar den och gör den mer effektiv.
Huvudelementet i den elektroniska kretsen i den halvautomatiska enhetens styrenhet är en mikrokontroller, som är ansvarig för att reglera och stabilisera svetsströmmen. Det är från detta element i den elektroniska kretsen i den halvautomatiska svetsmaskinen som parametrarna för driftsströmmen och möjligheten till deras reglering beror.
Hur man gör om en invertertransformator
För att växelriktaren ska kunna användas för en egentillverkad halvautomatisk enhet måste dess transformator utsättas för vissa förändringar. Det är inte svårt att göra en sådan omarbetning med dina egna händer, du behöver bara följa vissa regler.
För att växelriktartransformatorns egenskaper ska överensstämma med de som krävs för en halvautomatisk enhet, bör den lindas med en kopparremsa, på vilken en lindning gjord av termiskt papper appliceras. Man måste komma ihåg att för dessa ändamål kan du inte använda en vanlig tjock tråd, som kommer att vara mycket varm.
![]()
Sekundärlindningen av invertertransformatorn behöver också göras om. För att göra detta måste du göra följande: linda en lindning bestående av tre lager av tenn, som vart och ett måste isoleras med fluorplasttejp; ändarna av en befintlig lindning och gjorda för hand för att löda ihop, vilket kommer att öka konduktiviteten hos strömmar.
Designen som används för att inkluderas i den halvautomatiska svetsmaskinen måste nödvändigtvis tillhandahålla närvaron av en fläkt, vilket är nödvändigt för effektiv kylning av enheten.
Inställning av växelriktaren som används för halvautomatisk svetsning
Om du bestämmer dig för att göra en halvautomatisk svetsmaskin med dina egna händer med hjälp av en växelriktare för detta, måste du först avaktivera denna utrustning. För att förhindra att en sådan enhet överhettas bör dess likriktare (ingång och utgång) och strömbrytare placeras på radiatorerna.

Dessutom, i den del av växelriktarhuset där kylflänsen är placerad, som värms upp starkare, är det bäst att montera en termisk sensor, som kommer att ansvara för att stänga av enheten om den överhettas.
Efter att alla ovanstående procedurer har slutförts kan du ansluta enhetens strömsektion till dess kontrollenhet och ansluta den till elektriska nätverk... När nätindikatorn lyser ska ett oscilloskop anslutas till växelriktarens utgångar. Med hjälp av denna enhet är det nödvändigt att hitta elektriska impulser med en frekvens på 40-50 kHz. Tiden mellan bildandet av sådana pulser bör vara 1,5 μs, vilket regleras genom att ändra spänningen som appliceras på enhetens ingång.

Det är också nödvändigt att kontrollera att de pulser som reflekteras på oscilloskopskärmen har rektangulär form, och deras front var inte mer än 500 ns. Om alla kontrollerade parametrar motsvarar de erforderliga värdena, kan omriktaren anslutas till elnätet. Strömmen som kommer från den halvautomatiska enhetens utgång måste ha en styrka på minst 120 A. Om strömstyrkan är mindre kan detta innebära att en spänning tillförs utrustningens ledningar, vars värde inte överstiger 100 V. I en sådan situation, gör följande: testa utrustningen genom att ändra strömstyrkan (i det här fallet är det nödvändigt att ständigt övervaka spänningen på kondensatorn). Dessutom bör temperaturen inuti enheten övervakas konstant.
Efter att den halvautomatiska enheten har testats är det nödvändigt att testa den under belastning. För att göra en sådan kontroll är en reostat ansluten till svetstrådarna, vars resistans är minst 0,5 Ohm. En sådan reostat måste klara en ström på 60 A. Styrkan på strömmen som tillförs svetsbrännaren i en sådan situation styrs med hjälp av en amperemeter. Om strömstyrkan vid användning av en belastningsreostat inte motsvarar de nödvändiga parametrarna, då resistansvärdet denna apparat väljs empiriskt.
Hur man använder en svetsomriktare
Efter att ha startat den halvautomatiska enheten, som du monterade med dina egna händer, bör växelriktarens indikator visa ett aktuellt värde lika med 120 A. Om allt görs korrekt kommer detta att hända. Däremot kan växelriktarens display visa åttor. Detta orsakas oftast av otillräcklig spänning i svetsledningarna. Det är bättre att omedelbart hitta orsaken till ett sådant fel och snabbt eliminera det.
Om allt är gjort korrekt kommer indikatorn korrekt att visa styrkan på svetsströmmen, som regleras med hjälp av speciella knappar. Området för justering av driftströmmen, som tillhandahålls, är i intervallet 20-160 A.

Hur man kontrollerar utrustningens korrekta funktion
Så att den halvautomatiska svetsmaskinen, som du monterade med dina egna händer, kommer att tjäna dig länge sedan, det är bättre att ständigt övervaka temperaturregim inverterdrift. För att utföra en sådan kontroll är det nödvändigt att trycka på två knappar samtidigt, varefter temperaturen på växelriktarens hetaste radiator kommer att visas på indikatorn. Den normala driftstemperaturen är en som inte överstiger 75 grader Celsius.
Om detta värde överskrids, kommer växelriktaren, förutom informationen som visas på indikatorn, att börja avge en intermittent ljudsignal, som omedelbart bör noteras. I detta fall (liksom i händelse av ett haveri eller kortslutning av temperatursensorn) elektrisk krets enheten kommer automatiskt att minska driftsströmmen till 20A, och summern piper tills utrustningen återgår till det normala. Dessutom kan en felkod (Err) som visas på växelriktarens display indikera ett fel på utrustningen tillverkad för hand.
De flesta svetsmaskiner, särskilt hemmagjorda, är väldigt långt ifrån perfekta. Vi erbjuder ett schema för att finjustera en hemmagjord svetsmaskin från "paus" till "konstant" med dina egna händer och du kan använda alla typer av elektroder ( se fig. ett).
Ris. 1 Diagram över en svetsmaskin med ett högeffektivt induktivt-kapacitivt filter som jämnar ut krusningen av den likriktade spänningen.
Låt oss "gå" igenom schemat.
Choke L.
Kärnan till den är hämtad från choken på 1N400N37-110 stadsbelysningslampor. När du tar bort de gamla lindningarna är det nödvändigt att bevara kartongdistanserna, som gav ett gap mellan kärnans huvud- och stängningsdelar (fig. 2).

När de sätts ihop återmonteras de. Den nya lindningen är lindad på endast en sidostav - tre lager kopparbuss med ett tvärsnitt på 4x6 mm, placerat jämnt längs hela kärnans längd. Början av chokelindningen är ansluten till kondensatorbanken C1 ... C6, och slutet av lindningen är ansluten till "+" terminalen (figur 1).
Likriktare och filterkondensatorbank.
Dioder U01 ... U04 typ D161-320 eller liknande, konstruerade för en genomsnittlig likriktad ström - över 250 A och backspänning - inte mindre än 200 V, är monterade på standardgjutna radiatorkylare, som måste isoleras från varandra och från svetskroppsapparaten med textolitplåtar. Kondensatorer 31 ... 56 - elektrolytiska, typ K50-3 eller K50-7 tvåsektion 250/290 (150 + 150 μF). Den totala kapaciteten för kondensatorbanken är 1800 mikrofarad. Det är mest bekvämt att installera dem i en rad på en textolitplatta 4 ... 6 mm tjock.
Regulator av svetsström P ("ballast reostat").
Tillverkad av en sektion av begränsande motstånd travers DEK-256 (bild 3).
Detta motstånd representerar keramiskt rör med ett lockigt spiralspår på yttre ytan, i vilken läggs en buss gjord av material med hög resistivitet, med ett tvärsnitt på ca 20 mm2.
 Hur man gör en panna med egna händer från improviserade medel?
Hur man gör en panna med egna händer från improviserade medel?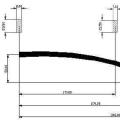 Hur man gör ett armborst: kasta en kontorsstrid!
Hur man gör ett armborst: kasta en kontorsstrid! Vad ska man göra om grannar stjäl el Vad ska man göra om el stjäls från ett hus
Vad ska man göra om grannar stjäl el Vad ska man göra om el stjäls från ett hus