Reiät putken kartiomaisten kierteiden leikkaamiseen. Putkien kierteiden koot. nimitys. GOST Kierrereiän halkaisija 1.1.4
Vaikka viipalointi sisäkierre ei koske monimutkaisia teknisiä operaatioita, tähän menettelyyn valmistautumisessa on joitain ominaisuuksia. Joten on tarpeen määrittää tarkasti kierteityksen valmistelureiän mitat sekä valita oikea työkalu, jota varten käytetään erityisiä kierreporien halkaisijataulukoita. Jokaiselle kierretyypille on käytettävä sopivaa työkalua ja laskettava valmistelureiän halkaisija.
Langan lajikkeet ja parametrit
Parametrit, joihin lanka on jaettu Erilaisia tyyppejä ovat:
- halkaisijayksiköt (metriset, tuumat jne.);
- lankojen määrä (yksi-, kaksi- tai kolmisuuntainen);
- muoto, jossa profiilielementit on valmistettu (kolmio, suorakaiteen muotoinen, pyöreä, puolisuunnikkaan muotoinen);
- käännösten nostosuunta (oikealle tai vasemmalle);
- sijainti tuotteessa (ulkoinen tai sisäinen);
- pinnan muoto (sylinterimäinen tai kartiomainen);
- tarkoitukseen (kiinnitys, kiinnitys ja tiivistys, juoksu).

Yllä olevista parametreista riippuen erotetaan seuraavat lankatyypit:
- sylinterimäinen, joka on merkitty kirjaimilla MJ;
- metrinen ja kartiomainen, merkitty vastaavasti M ja MK;
- putki, jossa käytetään kirjaimia G ja R;
- pyöreä profiili, nimetty Edisonin mukaan ja merkitty kirjaimella E;
- puolisuunnikkaan muotoinen, merkitty Tr:llä;
- pyöreä, käytetään LVI-laitteiden asennukseen - Kr;
- kestävä ja kestävä vahvistettu, merkitty S:llä ja S45:llä, vastaavasti;
- tuuman lanka, joka voi olla myös lieriömäinen ja kartiomainen - BSW, UTS, NPT;
- käytetään öljykaivoihin asennettujen putkien liittämiseen.

Napauta sovellusta
Ennen kuin jatkat kierteitystä, valmistelureiän halkaisija on määritettävä ja porattava. Tämän tehtävän helpottamiseksi kehitettiin vastaava GOST, joka sisältää taulukoita, joiden avulla voit määrittää tarkasti kierteen reiän halkaisijan. Näiden tietojen avulla on helppo valita poran koko.
Metrisen tyyppisen kierteen leikkaamiseksi poralla tehdyn reiän sisäseiniin käytetään hanaa - ruuvin muotoista työkalua, jossa on leikkausurat, joka on valmistettu tangon muodossa ja jolla voi olla lieriömäinen tai kartiomainen muoto. Sen sivupinnalla on erityisiä uria, jotka sijaitsevat sen akselia pitkin ja jotka jakavat työosan erillisiksi segmenteiksi, joita kutsutaan kammiksi. Terävät reunat muotit ovat vain hanan työpintoja.

Jotta sisäkierteen kierteet olisivat puhtaita ja siistejä ja sen geometriset parametrit vastasivat vaadittuja arvoja, se on leikattava asteittain poistamalla asteittain ohuita metallikerroksia käsiteltävältä pinnalta. Siksi tähän tarkoitukseen käytetään joko hanoja, joiden työosa on jaettu pituudelta eri osiin. geometriset parametrit tai tällaisia työkaluja. Yksittäisiä tappeja, joiden työosassa on samat geometriset parametrit koko pituudeltaan, tarvitaan tapauksissa, joissa on tarpeen palauttaa olemassa olevan kierteen parametrit.
Minimisarja, jonka avulla on mahdollista suorittaa riittävän laadukas kierteen reikien koneistus, on sarja, joka koostuu kahdesta tapista - rouhinta ja viimeistely. Ensimmäinen leikkaa seinistä reikiä leikkaamista varten metrinen lanka ohut metallikerros ja muodostaa niihin matalan uran, toinen ei vain syvennä muodostunutta uraa, vaan myös puhdistaa sen.


Yhdistettyjä kaksisuuntaisia kierretappeja tai kahden työkalun sarjoja käytetään pienten reikien (3 mm:iin asti). Käytä suurempia metrisiä reikiä varten kolmivaiheista yhdistelmätyökalua tai 3 tapin sarjaa.
Hanan käsittelemiseen käytetään erityistä laitetta - nuppia. Tällaisten laitteiden, joilla voi olla erilainen rakenne, pääparametri on reiän koko, jonka on täsmälleen vastattava työkalun varren kokoa.

Käytettäessä kolmen hanan sarjaa, jotka eroavat sekä suunnittelusta että geometrisista parametreista, niiden käyttöjärjestystä on noudatettava tiukasti. Ne voidaan erottaa toisistaan sekä varsiin kohdistuvien erityisten riskien että suunnitteluominaisuuksien perusteella.
- Hanat, joilla metrinen reikä ensin käsitellään, ovat erilaisia pienin halkaisija kaikkien sarjan työkalujen ja leikkuuhampaiden joukossa, joiden yläosa on voimakkaasti leikattu.
- Toisessa hanassa on lyhyempi nokka ja pidemmät laipat. Sen työhalkaisija on sarjan muiden työkalujen halkaisijoiden välissä.
- Kolmannelle kierteelle, jolla metrinen reikä koneistetaan viimeisenä, on tunnusomaista leikkaushampaiden täydet harjanteet ja halkaisija, jonka tulee täsmälleen vastata muodostettavan kierteen kokoa.

Kierretappeja käytetään pääasiassa metristen kierteiden kierteittämiseen. Huomattavasti harvemmin kuin käsittelyyn suunniteltuja metrihanoja käytetään sisäseinät putket. Käyttötarkoituksensa mukaisesti niitä kutsutaan putkiksi, ja ne voidaan erottaa niiden merkinnöissä olevasta G-kirjaimesta.
Sisäinen kierretekniikka
Kuten edellä mainittiin, ennen työn aloittamista sinun on porattava reikä, jonka halkaisijan tulisi sopia tarkasti kierteeseen. tietty koko... On pidettävä mielessä: jos metristen kierteiden leikkaamiseen tarkoitettujen reikien halkaisijat valitaan väärin, tämä voi johtaa paitsi sen huonoon laatuun, myös hanan rikkoutumiseen.
Ottaen huomioon, että kierreurat muodostaessaan kierre ei vain leikkaa metallia, vaan myös työntää sitä, kierteen tekemiseen käytettävän poran halkaisijan on oltava hieman pienempi kuin sen nimellishalkaisija. Esimerkiksi M3-kierreporan halkaisijan tulee olla 2,5 mm, M4 - 3,3 mm, M5: lle tulee valita pora, jonka halkaisija on 4,2 mm, M6-kierteelle - 5 mm, M8 - 6,7 mm, M10 - 8,5 mm ja M12 - 10,2.

Taulukko 1. Metrinen kierteiden reikien päähalkaisijat

Kaikki GOST-kierteiden porien halkaisijat on annettu erityisissä taulukoissa. Tällaisissa taulukoissa on merkitty porien halkaisijat sekä vakio- että pienennettyjen kierteiden valmistukseen, mutta on pidettävä mielessä, että reikiä porataan näitä tarkoituksia varten. eri halkaisijat... Lisäksi jos kierre katkaistaan hauraista metalleista (kuten valuraudasta) valmistetuissa tuotteissa, taulukosta saadun kierreporan halkaisijaa on pienennettävä millimetrin kymmenesosalla.
Voit tutustua metristen lankojen leikkaamista sääteleviin GOST-säännöksiin lataamalla asiakirjan pdf-muodossa alla olevasta linkistä.
Poran halkaisijat metriselle säikeelle voit laskea sen itse. Leikkaavan langan halkaisijasta on vähennettävä sen nousun arvo. Itse kierteen nousu, jonka kokoa käytetään tällaisia laskelmia suoritettaessa, löytyy erityisistä vastaavuustaulukoista. Jotta voit määrittää, mikä halkaisija reikä on tehtävä poralla, jos kierteitykseen käytetään kolmisuuntaista tapaa, käytä seuraavaa kaavaa:
D o = D m x 0,8, missä:
Ennen Onko poralla tehtävän reiän halkaisija,
D m- hanan halkaisija, jota käytetään poratun elementin käsittelyyn.

Lataa täysi versio
GOST 21350-75
Ryhmä G13
SSR UNIONIN VALTIONSTANDARDI
KAIVETTUJEN PUTKIEN LEIKKAUSREIKÄT
Halkaisijat
Reiät putken kartioruuvin kierteen pujottamiseen.
Halkaisijat
Voimassaoloaika on 01.01.77
______________________________
* Viimeinen voimassaolopäivä poistettu
Neuvostoliiton valtion standardin päätöslauselmalla
N 2403, päivätty 29.6.84. (IUS N 11, 1984).
ALL-Union Scientific Research Institute for Normalisation in Mechanical Engineering (VNIINMASH) KEHITTÄMÄ, KÄYTETTY JA VALMISTELTU HYVÄKSYMISTÄ
Ja noin. Ohjaaja Gerasimov N.N.
Teemanjohtaja ja esiintyjä Zaroslov M.P.
HYVÄKSYTTY JA OTETTU käyttöön asetuksella valtion komitea Neuvostoliiton ministerineuvoston standardit 12. joulukuuta 1975 N 3877
VAIHDA MH 5389-64
1. Tämä standardi määrittää GOST 6211-69:n mukaisten putkien kartiokierteiden leikkaamiseen tarvittavien reikien halkaisijat terästuotteissa standardien GOST 380-71, GOST 4543-71, GOST 1050-74, GOST 5058-75 ja GOST 5632- mukaisesti. 72 (paitsi nikkelipohjaiset seokset) ja kupari standardin GOST 859-66 mukaisesti.
2. Reikien halkaisijat kartion päällä ja niiden halkaisijat rajapoikkeamia on vastattava kuvassa 1 ja taulukossa 1 ilmoitettuja.
pöytä 1
|
Reiän halkaisija |
||||||||
|
Lankojen määrä per |
Poraussyvyys |
|||||||
|
Pre Off |
Pre Off |
|||||||
Huomautus. Kierteille, joiden nimelliskoko ylittää nimellisreiän halkaisijat ja niiden enimmäispoikkeamien tulee olla samat kuin standardissa GOST 6211-69 sisähalkaisija veistämällä.
3. Ilman kartiolla olevien reikien halkaisijoiden ja niiden enimmäispoikkeamien tulee vastata kuvassa 2 ja taulukossa 2 ilmoitettuja.
taulukko 2
|
Nimellislangan koko tuumina |
Lankojen määrä per |
Reiän halkaisija |
Poraussyvyys |
|||
|
Ed vinossa |
||||||
4. Putken kartiomaisten kierteiden leikkaamiseen saa käyttää kokeellisten tietojen perusteella saatuja halkaisijaltaan muunlaisia reikiä.
5. Porareikien halkaisijat on esitetty suositellussa liitteessä.
Poraa halkaisijat reikiä varten putkien kartiomaisten kierteiden leikkaamiseen
|
Nimellislangan koko tuumina |
Lankojen määrä per |
Poran halkaisija reikää varten |
||||
|
laajennuksella kartiolla |
ilman kapenemista |
|||||
| gost_2135075_imashru.rar Jos haluat ladata tiedostoja, rekisteröidy. Jos sinulla on jo tili Mechanical Engineering Resource -sivustolla, sinun on kirjauduttava sisään sivustolle. |
||||||
LEIKAA REIKÄT
KAIPOPETTU PUTKIKIERTE
HALKAISIJAT
GOST 21350-75
VALTION STANDARDIKOMITEA
Neuvostoliiton MINISTERINEUVOSTON PÄÄTÖS
Moskova
ALL-Union Scientific Research Institute for Normalisation in Mechanical Engineering (VNIINMASH) KEHITTÄMÄ, KÄYTETTY JA VALMISTELTU HYVÄKSYMISTÄ
Ja noin. johtaja Gerasimov N.N.
Teeman johtaja ja esiintyjä Zaroslova M.P.
HYVÄKSYTTY JA Otettu voimaan Neuvostoliiton ministerineuvoston valtion standardikomitean päätöksellä nro 3877, päivätty 12. joulukuuta 1975
SSR UNIONIN VALTIONSTANDARDI
|
KAIVETTUJEN PUTKIEN LEIKKAUSREIKÄT Halkaisijat Reiät putken kartioruuvin kierteen pujottamiseen. |
GOST Sijasta |
Neuvostoliiton ministerineuvoston valtion standardikomitean 12. joulukuuta 1975 annetulla asetuksella nro 3877 vahvistetaan voimassaoloaika.
01.01.77 alkaen
1. Tämä standardi määrittää reikien halkaisijat putkien kartiomaisten kierteiden katkaisuun GOST 6211-69:n mukaisesti terästuotteissa standardien GOST 380-71, GOST 4543-71, GOST 1050-74, GOST 5058-75 ja GOST 5632- mukaisesti. 72 (paitsi nikkelipohjaiset seokset) ja kupari standardin GOST 859-66 mukaisesti.
2. Kartiolla varustettujen reikien halkaisijoiden ja niiden enimmäispoikkeamien tulee vastata kuvassa 1 esitettyjä. 1 ja taulukossa. 1.

pöytä 1
Mitat mm
|
Lankojen lukumäärä per 1 ² |
Vaihe R |
Reiän halkaisija |
Poraussyvyysl |
d c |
d o |
Nimellinen. |
Ed vinossa |
Nimellinen. |
Ed vinossa |
0,907 |
8,10 |
0,20 |
8,57 |
0,10 |
1,337 |
10,80 |
0,24 |
11,45 |
14,30 |
14,95 |
1,814 |
17,90 |
18,63 |
23,35 |
0,28 |
24,12 |
2,309 |
29,35 |
30,29 |
1 1/4 |
37,80 |
0,34 |
38,95 |
1 1/2 |
43,70 |
44,85 |
55,25 |
0,40 |
56,66 |
Huomautus. Kierteille, joiden nimelliskoko on suurempi kuin 2² reiän nimellishalkaisijatd o ja niiden enimmäispoikkeamien tulee olla samat kuin GOST 6211-69:n sisäisen kierteen halkaisijalle.
3. Reikien halkaisijat ilman kalvausta kartiolla ja niiden enimmäispoikkeamat on vastattava kuvassa 1 esitettyjä. 2 ja taulukossa. 2.

4. Putken kartiomaisten kierteiden leikkaamiseen saa käyttää kokeellisten tietojen perusteella saatuja halkaisijaltaan muunlaisia reikiä.
5. Kierrereikien porien halkaisijat on ilmoitettu suositellussa.
taulukko 2
Mitat mm
|
Nimellislangan koko tuumina |
Lankojen lukumäärä per 1 ² |
Vaihe R |
Reiän halkaisijad c |
Poraussyvyysl |
Nimellinen. |
Ed vinossa |
1 / 8 |
0,907 |
8,25 |
0,20 |
1 / 4 |
1,337 |
11,05 |
0,24 |
3 / 8 |
14,50 |
1 / 2 |
1,814 |
18,10 |
0,28 |
3 / 4 |
23,60 |
2,309 |
29,65 |
1 1 / 4 |
38,30 |
0,34 |
1 1 /2 |
44,20 |
56,00 |
0,40 |
Poraa halkaisijat reikiä varten putkien kartiomaisten kierteiden leikkaamiseen Mitat mm
|
Sisäkierteet ovat yleensä yksinkertaisia. Mutta työkalun käytössä ja reikien valinnassa metristen kierteiden leikkaamiseen on joitain erityispiirteitä.
Lankatyypit
Ne eroavat tärkeimmiltä ominaisuuksiltaan:
- halkaisijan laskentajärjestelmä (tuuma, metrinen, muut);
- käyntien määrä (kaksi-, kolmi- tai yksisuuntainen);
- profiilin muoto (suorakulmainen, puolisuunnikkaan muotoinen, kolmiomainen, pyöreä);
- ruuvin pyörimissuunta (vasen tai oikea);
- sijoittaminen osiin (sisäinen tai ulkoinen);
- osan muoto (kartio tai sylinteri);
- tarkoitukseen (ajo, kiinnitys ja tiivistys tai kiinnitys).
Lueteltujen ominaisuuksien mukaan erotetaan seuraavat tyypit:
- sylinterimäinen (MJ);
- metrinen ja kartiomainen (M, MK);
- putki (G, R);
- Edisonin kierros (E);
- puolisuunnikkaan muotoinen (Tr);
- pyöreä LVI-varusteita (Kp);
- jatkuva (S, S45);
- tuuma, mukaan lukien lieriömäinen ja kartiomainen (BSW, UTS, NPT);
- öljyvalikoima.
Sisäiset kierretyökalut

Sisäisten leikkausten tekemiseen tarvitset hanan - ruuvin muotoisen työkalun, jossa on terävät huilut. Tanko voi olla kartion tai sylinterin muotoinen. Urat kulkevat pitkin ja katkaisevat langat osiin, joita kutsutaan kammiksi. Kampien reunat ovat työpintoja.
Jotta ura olisi puhdas, metalli poistetaan vähitellen, kerroksittain. Tämä vaatii yhden erittäin pitkän työkalun tai sarjan.
Markkinoilla on myös yksittäishanat, joita käytetään yleisemmin irrotettujen kierteiden kiinnittämiseen. Uuden leikkaamiseksi he ostavat sarjan. Siksi hanat myydään yleensä pareittain: rouhintaan ja hanoihin viimeistelytyöt... Ensimmäinen leikkaa matalan uran, toinen puhdistaa ja syventää sitä. Mukana on myös kolmivaiheisia soittimia. Ohuet hanat, jopa 3 millimetriä, myydään kahdessa, leveämpiä kolmessa. Kolmisuuntaiset hanat on asetettu kuljettajaan. Kampien laite on erilainen, mutta niiden koon on vastattava leikkurin kokoa.
Sarjassa työkalut erottuvat takapäähän kohdistuvista riskeistä. Jos katsot tarkasti, voit nähdä muotoerot:
- ensimmäinen napa, jossa on voimakkaasti leikattu hampaiden yläosa, ulkohalkaisija on hieman pienempi kuin sarjan muiden työkalujen;
- toinen hana lyhyemmällä imulohkolla, pidemmät laipat. Sen halkaisija on hieman suurempi kuin ensimmäisen;
- kolmannessa hanassa on täydet hampaiden harjanteet, ja sen halkaisijan on vastattava tulevan kierteen mittoja.
Hanat on jaettu putkiin (merkitty kirjaimella "G") putken sisään kierteitykseen ja metrisiin - yleisempään.
Laatu riippuu suoraan hanan ominaisuuksista: sen on oltava valmistettu hyvää metallia ja terävä. Työkalun käyttöiän pidentämiseksi ja kierteiden laadun parantamiseksi käytetään voiteluainetta. Yleensä kestää 3-5 yritystä saavuttaa vakaa leikkaustaito.
Viipalointiprosessi

Ennen kuin aloitat leikkaamisen, sinun tulee tehdä reikä työkappaleeseen poralla. Poran reiän halkaisijan on oltava sama sisäinen ulottuvuus veistämällä. Kun porien tekemän reiän koko valitaan väärin, työkalu voi rikkoutua tai urat osoittautuvat huonolaatuisiksi.
Leikkauksen aikana osa metallista ei putoa lastujen kanssa, vaan työnnetään hanan työpintoja pitkin muodostaen uraprofiilin työkappaleeseen. Tämän ominaisuuden vuoksi poran koko, joka tekee reiän kierteelle, valitaan hieman pienemmäksi kuin tulevan kierteen nimellishalkaisija.
Esimerkiksi, kun leikkaat M5 (uran halkaisija 5 mm), valitse pora 4,2 mm:n reikää varten. M4:n leikkaamiseksi poran halkaisijan tulee olla 3,3 millimetriä, ja ennen M6-hanan kanssa työskentelemistä porataan reikä 5 mm:n poralla. Tämä indikaattori lasketaan ottaen huomioon kierteen nousu. Askel voidaan laskea matemaattisesti, mutta käytännössä he turvautuvat vastaavuustaulukoihin, joissa M5-hanan askel on 0,8, M4:llä tämä osoitin on 0,7, M6:lla - 1. Vähennä askelmittari halkaisijasta ja saada tarvittava poran halkaisija. Kun työstetään hauraita metalleja, kuten valurautaa, poran halkaisijaa tulee pienentää 0,1 mm taulukossa suositellusta koosta.
Kaava reiän halkaisijan laskemiseksi kolmitiehanojen kanssa työskennellessä:
Ylös = Dm * 0,8;
tässä: Dm - hanan halkaisija.
| Tyyppi | Halkaisija | Vaihe |
| M1 | 0,75 | 0,25 |
| M1.2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| M3 | 2,1 | 0,46 |
| M3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| M5 | 4,1 | 0,8 |
| M6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| M10 | 8,4 | 1,5 |
Taulukko 1. Kierteiden halkaisijoiden ja valmistelureiän vastaavuus
Ennen työn aloittamista hana työnnetään neliömäiseen varteen - nuppiin. Portit voivat olla tavanomaisia tai räikkää. Lanka tehdään huolellisesti, ensimmäinen läpimeno tehdään tapilla numero 1 loppuun. Erityistä huomiota on kiinnitettävä liikesuuntaan: vain myötäpäivään, kun on tarpeen kohdistaa vaivaa. Se suoritetaan seuraavasti: 1 \ 2 kierrosta matkan varrella vuorottelee 1 \ 4 kierroksen kanssa ruuvia vasten lastujen rikkomiseksi.
| Lanka tuumissa | Ulko D, mm | Halkaisija, mm | Askel, mm |
| 1 \ 8 ″ | 2,095 | 0,74 | 1,058 |
| 1 \ 4 ″ | 6,35 | 4,72 | 1,27 |
| 3 \ 16 ″ | 4,762 | 3,47 | 1,058 |
| 5 \ 16 ″ | 7,938 | 6,13 | 1,411 |
| 7 \ 16 ″ | 11,112 | 8,79 | 1,814 |
| 3 \ 8 ″ | 9,525 | 7,49 | 1,588 |
Taulukko 2. Poran halkaisijat tuuman kierteille
Pari tippaa rasvaa helpottaa kuurojen parissa työskentelemistä huomattavasti. kierrereiät... Vaikka koneöljyä käytetään joskus voiteluaineena, kuivausöljy on optimaalinen teräksen työskentelyyn. Alumiiniseosten kanssa on suositeltavaa käyttää kerosiinia, alkoholia tai tärpättiä. Myös teknistä öljyä voidaan käyttää, mutta heikommin.
Kotitekoinen hana alumiiniseoksille
Voit luoda sisäkierteitä messinki- tai seososiin käyttämällä kotitekoinen työkalu ja porat tavallisesta sarjasta. Kalibroitu teräslanka käy. Muotin avulla leikataan siihen ulkokierre, jonka jälkeen työkappale kovetetaan. Kovettumisen jälkeen osa on vapautettava kypsän oljen väriin. Leikkuureunat teroitetaan tangolla tai teroittimella sen jälkeen, kun osa on kiristetty holkkiistukkaan.
Video sisäkierteen leikkaamisesta:
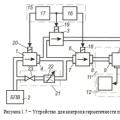 Kattilalaitosten kaasujakoputken tyhjennysventtiilin tiiveyden ohjauksen automatisointi
Kattilalaitosten kaasujakoputken tyhjennysventtiilin tiiveyden ohjauksen automatisointi Hyödyllistä tietoa ilmastointilaitteiden asentamisesta omin käsin
Hyödyllistä tietoa ilmastointilaitteiden asentamisesta omin käsin Kohteen salaojitusprojekti: sijainnin, kaltevuuden, syvyyden, salaojitusjärjestelmän elementtien valinta
Kohteen salaojitusprojekti: sijainnin, kaltevuuden, syvyyden, salaojitusjärjestelmän elementtien valinta