Kuinka optimoida raakapuun saanto. Leikkaaminen suurimmalla voitolla! sahatavaran optimointiohjelman voitto kasvaa tukkien sahaaminen sahalaitosohjelmalla
Puuta leikattaessa on tärkeää laskea välittömästi kulutus, koska se vaikuttaa puutavaran kustannuksiin. Tuotos valmistuneet tuotteet voi olla erilainen. Kaikki riippuu käytetyn puun laadusta, toteutetaanko toimenpiteitä leikkauksen optimoimiseksi. On olemassa erityisiä toimenpiteitä työn tehostamiseksi, saannon parantamiseksi ja sahauslaadun parantamiseksi. Ennen sahaamista sinun on ensin laskettava kaikki. Se ei ole niin vaikeaa kuin saattaa tuntua, mutta pyöreän puun kulutus on optimaalista, kannattavaa erinomaisen tuloksen saavuttamiseksi.
Kuinka lisätä leikkaustehokkuutta
Sahatavaran merkittävyyden saavuttamiseksi on käytettävä erityisiä toimenpiteitä prosessin tehokkuuden lisäämiseksi:
- Laskenta tulisi suorittaa vain käytettäessä erityisohjelmia, manuaalisesti sillä on alhainen hyötysuhde, hylkäysprosentti osoittautuu suureksi.
- Pyöreä puu on ensin lajiteltava siten, että käsittely tapahtuu oikein.
- Leikkaamiseen on käytettävä korkealaatuisia laitteita. Muuten jätemäärä on suuri ja saadun sahatavaran laatu on heikko.
- Leveä puutavara on parasta leikata ensin; kapea puutavara vie kauemmin.
- Pitkiä tukkeja ei suositella.
- Ennen töiden aloittamista sinun on asennettava laitteet.
Valmiiden sahatavaroiden tuotos voi vaihdella. On muistettava, että ensimmäisessä vaiheessa levyt saadaan, sitten ne lajitellaan. Tämän seurauksena prosenttiosuus pienenee entisestään, esimerkiksi lehtipuiden osalta se voi olla vain 10-20%.
Kuinka optimoida pesintä

Sahatavaran parantamiseksi sahatavara on optimoitava. Tämä koskee ensisijaisesti niitä aihioita, joilla on merkittävä kaarevuus. Kaarevan pyöreän puun leikkaamiseksi sinun on suoritettava useita toimintoja:
- Ensinnäkin työhön valitaan vain sopiva metsä. Jos jäljellä olevissa tukeissa on mätää, taimia, halkeamia päissä, on tarpeen leikata joitain alueita.
- Jos työn aikana löytyy mätää ydintä, voit poistaa sen varovasti ja leikata loput. Tämän avulla voit välttää suuria menetyksiä, saada 1 m: n pituiset levyt vaaditulla laadulla.
- On suositeltavaa käyttää halkaisijaltaan suuria tukkeja, jotta saanto on suurempi. Kerroin voi olla 1,48-2,1, mutta kaikki riippuu pyöreän puun halkaisijasta, laadusta, lajittelusta, laitteista. Runkokaupoissa tämä kerroin on 1,48-1,6 ja jyrsintävälineillä varustetuille linjoille - 1,6 suurelle puutavaralle. Pyöreän puun halkaisijan ollessa 12 cm kerroin voi ylittää arvon 2.1.
Jätemäärä sahauksen jälkeen
Jotta valmis levy pääsee suurella prosenttiosuudella, kaikki on valmisteltava oikein, työ tulisi suorittaa vain tekniikan mukaisesti. Havupuiden ja lehtipuiden pyöröpuu antaa erilaisen tuotoksen. Jälkimmäisessä tapauksessa äänenvoimakkuus osoittautuu pienemmäksi, vaikka käytät erityistä lisävaruste. Sahausneuloja pidetään mukavampina, koska runko on suora ja tukin halkaisija on suurempi. Havumetsä ei ole niin altis mätänemiseen, joten jätettä on vähemmän. Kovapuulle käytetään yleensä kahta leikkaustekniikkaa:

- vannesahalla Z75, Z63;
- romahtamiseen, kun materiaalisydämelle leikataan puolitanko, joka kulkee monisahakoneen läpi.
Nauhasahan tilavuus on 40-50%. Teknologiaa käytettäessä tuotos on erilainen, sitä voidaan nostaa jopa 70%, mutta myös tällaisen työn kustannukset ovat korkeammat. Jos sahataan pyöreää puuta, jonka pituus on 3 m, voit nähdä, että hylättyjen osien prosenttiosuus on melko suuri, ja jäljellä oleva materiaali vaatii käsittelyä. Tämä koskee irtotavaraa, jonka levyt ovat 22x105 (110, 115) x3000 mm. Tällaiselle avioliitolle on monia vaihtoehtoja. Se voi olla esimerkiksi madonreikä, joka ei enää sovellu useimpiin töihin.
Lajittelun jälkeen luokkaan 0-2 kuuluvan lehtipuumateriaalin määrä on vain 20-30% sahauksen jälkeen saadusta määrästä. Tämä tarkoittaa, että korjatun raakapuun kokonaismassasta normaalilevyjen saanto on vain 10-20%. Loput materiaalit käytetään pääasiassa polttopuihin. Havupuiden sahatavaran tuotos on erilainen, mutta on kiinnitettävä huomiota siihen, mitkä keskimääräiset arvot saavutetusta tilavuudesta havaitaan.
Sahatavara
Jotta puutavaran saanto olisi optimaalinen, se on otettava huomioon lukuisissa olosuhteissa... Oikean laskennan kannalta voit harkita esimerkkiä pyöreän puun tuotoksesta. Tiedot saatiin asiantuntijoiden todellisesta kokemuksesta ja sahojen indikaattoreista. Tämä mahdollistaa prosenttiosuuden vertaamisen, optimaalisen keskiarvon laskemisen.
Omistaa havupuut seuraava tulos on mahdollinen:

- Sillä saumattomat levyt ja muiden sahaamattomien materiaalien saanto on 70%. Tämä on käsittelyn aikana vastaanotetun materiaalin määrä, jätemäärä on 30%.
- Reunamateriaalille, kun sahoja käytetään 63, 65, 75, sahatavaran tuotos on pienempi, vain noin 45%. Vannesahojen saanto on yleensä jopa 55-60% valmis materiaali... Jos käytät keinoja tehokkuuden lisäämiseksi, voit saavuttaa 70%, vaikka tämä vaatii paljon kokemusta.
- Pyörösahasta sahatavaraa voidaan saada 70-75%, vaikka tehokkuuden lisäämismenetelmiä käytettäessä se voi hyvinkin olla 80-75%. Mutta työkokemus vaaditaan.
GOST 8486-86: n mukaan luokan 0-3 saantoprosentti ilman lajittelua on noin 70%.
Toinen 30% voidaan jättää lopullisen materiaalin hylkäämiseksi. Hylättyä materiaalia ei heitetä pois, sitä käytetään muun tyyppisten puutavarien valmistukseen, jotka sallivat tietyn avioliiton.
Kovapuusta on erilainen satoprosentti:
- Särmättömälle materiaalille - 60%.
- Reunapuille - jopa 35-40%, koska alkuperäisen lehtipuumetsän kaarevuus on yleensä suuri.
Tuotosta voidaan lisätä, sillä tätä lisälaitetta käytetään. Tämä voi olla erityinen monisahaussaha, trimmauskone tai satulakone. Tällöin osoittautuu nostavan puutuotetta noin 20%. Annettu prosenttiosuus perustuu tietoihin, joilla saadaan palkkaluokka 0-4. Kun lajitellaan arvosanoja 0-1, puutavaran osuus on 10%. Saadaksesi kuutio valmiita reunamateriaaleja lehtipuusta, on leikattava 10 kuutiota alkuperäisestä pyöreästä puusta leikkaamista varten.
Puun sahatavara voi olla erilainen. Kaikki riippuu sahan käyttämästä puun lähteestä. Erityiset toimenpiteet tehokkuuden lisäämiseksi mahdollistavat korkeamman prosenttiosuuden kuin mahdollista, mutta tähän tarvitaan työkokemus.
Kaikki valokuvat artikkelista
Tässä artikkelissa kerromme, kuinka voit leikata kirjautumista bändin saha... Lisäksi tarkastellaan, mitkä ovat tietyn puunjalostustavan valintaperusteet ja miten se vaikuttaa valmiiden sahatavaran ominaisuuksiin.
Menetelmät tukkien saamiseksi erilaisia puutavaraa on kehitetty ja parannettu jo pitkään, koska tämä on ainoa tapa saada reunatut levyt, palkit ja muut vastaavat tuotteet tukevasta puunrungosta.

Pitkään tähän päivään asti puunjalostusmenetelmät ovat kehittyneet, ja lisäksi on ilmestynyt uusia, tuottavampia laitteita, joiden avulla voit hankkia tarvittava puutavara nopeasti ja mahdollisimman pienellä määrällä tuotantojätettä.
Puunjalostuksen ominaisuudet
Ohje raaka-aineiden käsittelylle ja sahatavaran hankkimiselle koostuu useista teknisistä toimenpiteistä, mukaan lukien tukkien pituussuuntainen leikkaus, sahatavaran leikkaaminen ja leveyden leikkaaminen, lajittelu vakiokoon mukaan, lajittelu valmistuslaadun mukaan, kuivaus ja varastointi.
Jokainen näistä vaiheista on tärkeä lopputuotteen laadun kannalta. Leikkaaminen on kuitenkin kaikkein aikaa vievin ja ratkaisevin vaihe, jonka aikana valmiin sahatavaran pääominaisuudet muodostuvat.
Suunnitelman laatiminen sahatavaran tukkien leikkaamiseksi (valinta sopivalla tavalla käsittely) riippuu puun tyypistä, raaka-aineiden vakiokokoista, kosteusasteesta, tiheydestä ja kovuudesta sekä monista muista tekijöistä. Raaka-aineiden käsittelymenetelmä määritetään tietysti suurelta osin yrityksen teknisten laitteiden tason perusteella.
Tarkastellaan, mitä laitteita käytetään puun sahaamiseen teollisuudessa ja mitkä menetelmät ovat merkityksellisiä tämän laitteen jokaiselle luokalle.
Leikkuulaitteet ja niiden sovelluksen ominaisuudet
Tukkien pituussuuntaiseen leikkaamiseen käytetään seuraavia laiteluokkia:
- Yksisuuntaiset sahat tai pyörösahat ovat perinteinen ratkaisu, jota käytetään pitkään.
- Jengisaharyhmä on edistyksellisempi ratkaisu, jonka avulla voit lisätä merkittävästi raaka-aineiden käsittelyn tuottavuutta vaarantamatta lopputuotteiden laatua.
Tarkastellaan tarkemmin lueteltujen laiteluokkien soveltamisen ominaisuuksia.
- Yksittäinen sahaus on menetelmä, joka käyttää yksittäisiä sahoja. Tässä tapauksessa vain yksi leikkaus voidaan saavuttaa yhdellä sahakierroksella. Siksi koko puunrunko voidaan leikata useaan kertaan.
Tärkeää: Yksittäisen sahan etuna on jokaisen seuraavan leikkauksen riippumattomuus edellisestä.
Eli sahaus voidaan suorittaa eri tasoissa.
Tämän seurauksena on mahdollista käyttää rationaalisemmin tukin eri osien tiettyjä ominaisuuksia.
Samalla tämä menetelmä on tuottamaton eikä siksi sovellu käytettäväksi suurissa puunjalostusyrityksissä.
- Ryhmäsahaus- Tämä on teknologinen prosessi, jonka aikana käytetään jengisaharyhmää.
Hyöty tätä menetelmää on, että tukki leikataan kokonaan yhdellä kertaa. Tämä säästää aikaa ja sen seurauksena alentaa tuotantokustannuksia. Mutta sinun on muistettava, että ryhmäleikkaus suoritetaan yhdessä tasossa.
Tähän mennessä yleisimmät ovat seuraavat ryhmäsahauslaiteryhmät:
- kapealuumaiset pystykehykset, pyörösahoilla varustetut koneet, jyrsinkoneet (jalostetun raaka-aineen halkaisija on 14-22 cm).
- keskikokoiset pystysuorat kehykset (halkaisija 24-48 cm)
- leveän ontelon pystysuorat kehykset, kaksinkertaiset ja nelinkertaiset nauhasahat (jalostetun raaka-aineen halkaisija on yli 50 cm).
Lokin optimaalisen leikkauksen laskeminen Excelillä. Jokaiselle sahalle on tärkeää minimoida tuotannon raaka-ainejätteet mahdollisimman paljon. Rakennustukkien tuotannon kannattavuus riippuu tästä merkittävästi.
Esimerkki rakennuslokien leikkauksen laskemisesta Excelissä
Puun sahauksen laskentaohjelma on hyödyllinen pienille yrittäjille, jotka ovat valmiita luomaan oman yrityksen pyöristettyjen tukkien tuotantoon ja puisten rakenteiden valmistamiseen.
Tietty määrä tukkeja, kukin 10 metriä pitkä, toimitetaan leikkaamista varten. Saha allekirjoitti puuraaka-aineen toimitussopimuksen seuraavista määristä:
- 100 lokit 5 metriä;
- 200 4-metristä tukkia;
- 300 tukkia 3 metriä.
Mikä on optimaalinen tukkien määrä, joka on leikattava sopimusehtojen täyttämiseksi? Toisin sanoen, kuinka sahata levyt, joissa on mahdollisimman vähän tuotantojätettä?
Ratkaisu tukkien sahaamiseen
Ratkaisumallin laatimiseksi on määriteltävä kaikki mahdolliset vaihtoehdot 10 metrin pituisen puun leikkaamiseksi 3-, 4- ja 5-metrisiksi osiksi ottaen huomioon jätteen pituus. Tällaisten laskelmien tulos on kuuden leikkausvaihtoehdon tunnistaminen:
- 2 palkkia 5m kukin (0m jätettä).
- 2 palkkia 5m + 4m (1m jätettä).
- 2 palkkia 5m + 3m (2m jätettä).
- 3 palkkia 3m + 3m + 4m (0m jätettä).
- 2 palkkia 4m kukin (2m jätettä).
- 3 kpl 3 m: n palkkia (1 m jätettä).
Ongelman tilan mukaan Xi sahataan menetelmällä i. Tällöin järjestelmä on oikea:
F = X1 + X2 + X3 + X4 + X5 + X6 => min
Voit luoda seuraavanlaisen järjestelmän:
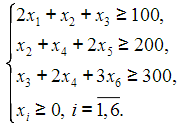
Seuraava vaihe on valmistella Microsoft Excel -taulukko, joka sisältää ongelman alkuperäiset ehdot.
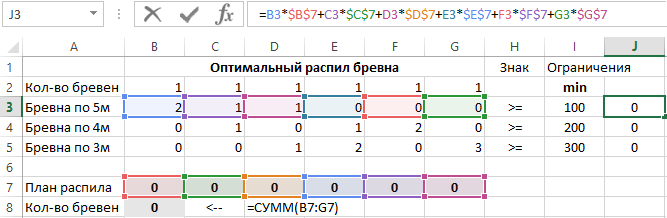
Rajoituksen ja kohdefunktion vasemman puolen laskemiseksi otetaan käyttöön vastaavat kaavat. Täytä solut J3: J5 seuraavilla kaavoilla:
Kirjoita soluun B8 kaava: = SUMMA (B7: G7).
Seuraavaksi täytetään moduulien "Etsi ratkaisua" ja "Parametrit ratkaisun etsimiselle" lomake. Voit tehdä tämän siirtymällä soluun B8 ja käyttämällä välilehdellä "DATA" - "Analyysi" - "Etsi ratkaisu" olevaa työkalua. Jos sinulla ei ole tätä työkalua tällä välilehdellä, lue sitten ohjeet.
Tukkien käsittelyyn nauhasahalla on noudatettava hyväksyttyä tekniikkaa. Näin voit saada enimmäismäärän laadukkaita materiaaleja- levyt ja palkit. Mutta ensin sinun tulisi tutustua leikkaamisen perussääntöihin.
Puun sahauksen tyypit
Ensimmäisessä vaiheessa vaunu muodostetaan tukista. Tätä varten leikkauksia tehdään sen molemmille puolille. Joissakin tapauksissa käsittely suoritetaan neljältä puolelta. Laaditaan alustava kartta työkappaleen nauhasahauksesta, johon on merkitty komponenttien mitat.
Määrittävä parametri kaavaa valittaessa on lokin käsittelyn suunta. Erityisesti leikkaavan reunan liike suhteessa vuosirenkaisiin. Tämän mukaan muodostuu erilaatuista puutavaraa, jolla on ainutlaatuinen ulkonäkö. Niiden lisäksi esteettiset ominaisuudet riippuvat myös hinnasta.
Leikkauksia on seuraavanlaisia:
- tangentiaalinen. Leikkaus tehdään vuosirenkaiden tangentiksi. Tämän seurauksena pinnalle muodostuu pitkänomaisia kuvioita kaarien, renkaiden muodossa;
- säteittäinen. Sen toteuttamiseksi tarvitaan kohtisuoraa käsittelyä vuosirenkaiden varrella. Ominaisuus on yhtenäinen kuvio;
- poikittainen. Käsittely tapahtuu kuitujen yli, leikattu kuvio on tasainen vuosirenkaiden leikkaus;
- maalaismainen. Voidaan tehdä missä tahansa kulmassa, sisältää tietyn määrän solmuja, puuta tai muita vastaavia vikoja.
Usein puunjalostusteollisuudessa tukkien jätteet - laattaa käytetään. Yhtäältä tasainen taso ja toinen jää käsittelemättä.
Tarkimman leikkauksen laatimiseksi on suositeltavaa käyttää erityisiä ohjelmia. Niissä otetaan huomioon paitsi lähtömateriaalin mitat myös puulaji.
Saha sahalla pyörittämällä tukkia 180 °
Suurimman levymäärän muodostamiseksi on suositeltavaa käyttää tekniikkaa, jossa joitain hihnankäsittelyprosesseja kierretään 180 °. Näin voit saavuttaa puun enimmäismäärän erityyppisiä leikkauksia.
Käsittelyn periaate on tehdä alkuleikkauksia tukkien reunoille, jotka ovat 90 ° kulmassa toisiinsa nähden. Ne toimivat pohjana teipin jatkoleikkaamiseen. Työ tehdään laitteilla, joissa leikkauselementit ovat pystysuunnassa. Rungon halkaisijan on oltava vähintään 26 senttimetriä.
Työn vaiheittainen järjestys.
- Sivun käsittely leikatun reunaosan kanssa. Tuloksena on kaksi levyä.
- Työkappaleen kääntäminen 90 °. Leikkaus tehdään vastakkaiselta puolelta. Tuotteiden lukumäärä vaihtelee 3-4: stä.
- Käännä 90 ° uudelleen. Suurin osa lähdemateriaalista käsitellään. Suunnitelluista riippuen voidaan saada 7-8 aihiota.
Kaikista sen positiivisista ominaisuuksista huolimatta tällä menetelmällä on yksi merkittävä haittapuoli - pieni nopeus tuotanto. On suositeltavaa käyttää sitä laitteissa, jotka tarjoavat lohkon tukin sijainnin automaattiseen muuttamiseen koneen leikkausosaan nähden.
Yksityiskohtaista kaaviota käytetään useimmiten maalaismaisten levyjen valmistuksessa, joille asetetaan alhaisemmat laatuvaatimukset.
Saha sahalla pyörittäen tukkia 90 °

Tangentiaalisten ja säteittäisten levyjen valmistuksessa on suositeltavaa käyttää erilaista tekniikkaa. Se koostuu tukkien järjestelmällisestä hihnakäsittelystä ja vikojen samanaikaisesta analysoinnista. Näin saat tarvitsemasi laadukkaat tuotteet.
Karsinnan jälkeen työkappale asetetaan syöttöalustalle sahakone... Sitten sinun on tehtävä seuraava.
- Ensisijaisen laatan irrottaminen. Se suoritetaan, kunnes pohjan leveys on 110-115 mm.
- Noin 28 mm paksujen reunattomien levyjen poisto.
- Jos pinnan vikojen määrä ylittää vaaditun tason, materiaalia käännetään 90 °. Tarpeeksi korkealaatuinen seuraava lauta katkaistaan.
- Toiston toisto.
Samanlaista tekniikkaa voidaan soveltaa käsittelylaitoksiin, joissa on yksi leikkuupinta tai joiden tehtävä on väliaikaisesti purkaa loput.
Tarpeeksi suuri numero vikoja, on mahdotonta jättää työkappaletta sivuun, vaan käsitellä sitä kääntämällä sitä 180 °.
Edellä olevaa nauhankäsittelytekniikkaa voidaan soveltaa minkä tahansa puutuotteiden kokoonpanon luomiseen. Usein ydinaluetta käytetään puun muodostamiseen ja loput osat käytetään lautojen valmistamiseen. Mutta voi olla poikkeuksia - kaikki riippuu aihioiden vaaditusta muodosta.
Työn laatuun vaikuttaa sahan nykytila, sahojen teroitustaso ja käsittelynopeus. Nämä tekijät on otettava huomioon ennen tuotantoprosessin aloittamista. Tarvittaessa laite estetään tai korjataan.
Videomateriaalissa näkyy tukkien sahausmenetelmä kotitekoisella vannesahalla:
 Kaktusten kasvullinen lisäys kotona
Kaktusten kasvullinen lisäys kotona Miksi zamioculcas lakkaa kasvamasta ja miksi se alkaa satuttaa?
Miksi zamioculcas lakkaa kasvamasta ja miksi se alkaa satuttaa? Hautunia-kameleontalaitos puutarhan istutuksessa ja hoidossa
Hautunia-kameleontalaitos puutarhan istutuksessa ja hoidossa