Заточка ножей эл рубанка своими руками. Заточка ножей для ручных рубанков. Создание корпуса тележки
Лезвие столярного инструмента предназначено для обработки древесины. Оно продолжительное время испытывает большие нагрузки, чем клинок обычного ножа.
Поэтому ему придается оригинальная форма, требующая заточки специальными способами. Доступная для новичка качественная режущая кромка создается простой заточной тележкой.
В статье на основе личного опыта собраны практические советы домашнему мастеру как изготовить простое приспособление для заточки ножа рубанка или другого инструмента с пояснением технологии операций схемами, картинками и видеороликом.
Весь процесс создания тележки занял буквально полчаса и проходил на кухне. Такая технология называется: сборка на коленке или табуретке. Она не требует сложного оборудования, позволяет изготовить приспособление из самых доступных деталей. В то же время ничто не мешает вам для профессиональной работы собрать подобный инструмент не из древесины, а металла, используя профессиональное оборудование.
Геометрия лезвия рубанка, стамески, долота
Оптимальный профиль режущей кромки столярного инструмента сформировался опытным путем. Он немного отличается от привычного сечения обычного ножа, лезвия.

Хотя полотно клинка тоже имеет прямоугольную форму.

В поперечном сечении лезвия столярного инструмента создается односторонний профиль.

Можно сказать, что плоскость спусков совмещена с подводом, а режущая кромка окончательно доводится за счет формирования микроподводов во время полировки на шлифовальном ремне.
Угол заточки может меняться в пределах от 25 до 45 градусов. Он зависит от плотности обрабатываемой древесины.
Как сделать приспособление для заточки
Вначале требуется подготовить все необходимое оборудование для сборки, а потом приступать к монтажу.
Подготовительный этап
Мне потребовалось найти расходные материалы и собрать не сложный инструмент.

Необходимые материалы
Заточную тележку я делал из деревянного бруска и двух отрезков ламината. Колесами послужила пара одинаковых по размерам подшипников. Их внутренний диаметр оказался немного меньше толщины выбранной древесины.
Крепежными деталями выбрал два шурупа с потайными головками и пару шестисантиметровых шпилек диаметром 4 мм с готовыми фигурными гайками. Можно использовать и более толстые конструкции.
Инструменты
Обыкновенная нужна для высверливания нескольких отверстий. Кроме нее потребуется:
- рулетка, линейка или ;
- карандаш для разметки;
- острый нож для работ по дереву;
- ножовка;
- стамеска;
- молоток;
- нож от рубанка.
Процесс изготовления
Создание корпуса тележки
На куске ламината провел карандашом осевую линию. На ней разметил две точки по ширине чуть большей чем у ножа рубанка.

Дрелью высверлил отверстия под шпильки 4 мм. Затем наложил этот ламинат на второй и, используя первый элемент как шаблон, просверлил его таким же образом.

Получились две заготовки для крепления ножа рубанка с отверстиями, расположенными чуть больше его ширины.
Теперь надо перенести этот размер на корпус будущей заточной тележки. Для этого заготовленный брусок и тем же сверлом выполнил скозное отверстие, отступив от его края на расстояние, чуть большее ширины колеса подшипника (фото 1).

Выполнять такую работу удобно . Поскольку он от меня находился далеко, то пришлось воспользоваться простой дрелью.
Вставил шпильку в просверленное отверстие и надел на нее заготовку из ламината (фото 2).
Она послужила разметкой для высверливания второго вертикального отверстия (фото 3 и4). При этом проявились недостатки работы без сверлильного станка: отклонение сверла с обратной стороны от вертикальной линии. Картина не приятная, но вполне допустимая.

Чтобы головки шпилек и гайки крепления спрятались в бруске пришлось выполнять неглубокую зенковку более толстым сверлом.

Затем в подготовленные отверстия вставил шпильки (фото 1) и навернул на них с обратной стороны гайки.

После плотного завинчивания гаек головки шпилек (фото 2) и сами гайки (фото 3) спрятались заподлицо внутри древесины.
На этот брусок с помощью шурупов закрепил нижнюю пластину ламината. Ее пришлось просверливать (фото 1, 2) и зенковать (фото3,4) прямо на деревянном бруске.

В подготовленные отверстия завинтил отверткой шурупы заподлицо с верхней поверхностью пластины.

На этом фото виден еще один дефект сверления, допущенный при неосторожной зенковке: справа от второго винта образовалось сплошное отверстие большого диаметра в ламинате. Причина: случайное надавливание на корпус дрели при работе. Поэтому пришлось переделывать эту операцию. Учтите мою ошибку и сверлите аккуратно.
Излишнюю часть древесины бруска просто обрезал ножовкой.

На подготовленный корпус тележки осталось закрепить подшипники.
Монтаж колес
В бруске карандашом разметил линии для установки подшипников.

За базовые размеры была принята ширина пластины ламината (фото 1) и вариант нижнего расположения колес (фото 2). Для этого воспользовался отрезком бруска. Напомню, что его толщина чуть больше диаметра внутренней обоймы подшипника.
Осталось немного поработать ножовкой.

А также воспользоваться стамеской с молотком.

В результате получилась заготовка корпуса, на которую осталось закрепить колеса.

Для этого провел карандашом осевую линию для центров подшипников, а с торцов так же сделал соответствующую разметку.

С ее помощью ножом придал прямоугольным выступам форму цилиндра.

Подправил срезы рашпилем.

Установил на них подшипники.

Смазал их плоскость крепления для последующей прочности клеем и забил молотком до полного прилегания.

Установил сверху вторую фиксирующую пластину из ламината. Вставил между ними полотно рубанка и закрепил его под определенным углом к поверхности основания крепежными гайками. Получилась самодельная заточная тележка.

Как наточить нож рубанка
Первая попытка правки режущей кромки показала хорошую работоспособность созданного приспособления для заточки столярного инструмента, но сразу указала на его недостатки, которые были допущены в спешке.
Что усложняет работу заточной тележки
О высоте корпуса
Для создания качественной режущей кромки необходимо правильно выставить угол заточки. Он формируется выдвижением ножа рубанка, используемого в качестве гипотенузы прямоугольного треугольника.

Этот фактор необходимо учитывать при создании высоты тележки. Для формирования самых острых углов мне потребовалось максимально выдвигать нож из заточного приспособления, а это не очень удобно.
Поэтому при наладке я уменьшил высоту приспособления до минимума, обрезав часть корпуса. На это ушло всего несколько минут, а возможности и удобство пользования инструментом расширились.
О ширине расстояния между колёсами
Здесь тоже была допущена ошибка. Широкая тележка требует крупногабаритного точильного камня или наждачной бумаги большой площади. Это не экономно.
Я по возможности уменьшил расстояние между шарикоподшипниками, и они стали помещаться на самодельном , сделанном мною из керамической плитки. С его помощью удобно осуществлять доводку режущей кромки после ее правки на крупнозернистой шкурке.
Сделанный мною корпус из бруска удобнее выполнять из трех составных частей:
- нижней, служащей осью крепления колес и прикрепленной на верхнем переходнике;
- средней прямоугольной;
- верхней из закрепленной крепежной пластины.
Нижнюю заготовку с подшипниками можно делать уже, чем ширина полотна рубанка и крепить отдельными шурупами к средней, а шпильки располагать в средней и верхней частях. В этом случае режущий инструмент станет удобнее.
Технология заточки
В этом вопросе ничего сложного нет, если правильно установить нож рубанка. Его плоскость подводов должна точно лежать на поверхности точильного камня в тот момент, когда тележка находится в рабочем положении. Надо обратить внимание на:
- плотность и равномерность прилегания поверхностей;
- строго перпендикулярное положение режущей кромки относительно направления движения заточной тележки;
- отсутствие препятствий на пути колес.
Сама заточка выполняется быстро. Мой помощник - школьник начальных классов с большим интересом выполнил эту несложную работу, покатав подготовленное приспособление по ровно расстеленной полосе наждачной бумаги.

У него получился довольно удовлетворительный результат: вполне нормальная ровная режущая кромка, но не до конца сформированная плоскость скоса внизу.

Мне осталось немного поработать, чтобы устранить указанный дефект. Затем довел режущую поверхность до хорошего состояния на самодельном точильном камне с мелким зерном.


Но даже в таком состоянии рубанок стал хорошо строгать древесину, создавая тонкую и равномерную стружку.
Заканчивая изложение материала хочу обратить внимание, что приспособления для заточки ножей рубанка, стамески и другого столярного инструмента имеют различные конструкции. Самые простые создаются из обычного деревянного бруска, в котором делается пропил под углом для крепления режущего лезвия.
Этим бруском ведут по точильному камню. Заточка вполне удовлетворительная, но возникает дополнительное трение древесины, которая к тому же постепенно стачивается. А в описанной конструкции подшипники качения снимают эту нагрузку.
О них подробно рассказывает Андрей Ярмолкевич в своем видеоролике «Заточка ручного рубанка».
Современные мастера, занимающиеся обработкой пиломатериалов, обязательно имеют в своём арсенале электрический рубанок. Он отличается значительными преимуществами над ручным инструментом. Чтобы производительность оборудования была максимальной, необходима правильная установка ножей на электрорубанок. Точное положение острых ножей повышает производительность аппарата.
Разновидности ножей для электрического рубанка
Инструмент имеет вращающийся барабан, на котором фиксируются режущие детали. Крепление барабана осуществляется обычными гайками. Если их ослабить, появится возможность снять ножи. Так как лезвие имеет две стороны заточки, при затуплении одной из сторон нож можно быстро перевернуть.
Промышленность изготавливает несколько лезвий для такого инструмента . Они отличаются своей конструкцией и формой:
- Прямые. Осуществляют строгание заготовок небольших размеров. Можно выбирать четверть.
- Волнообразные. Выполняют имитацию «состаренного» дерева.
- Закруглённые. Применяются для обработки широких поверхностей, когда необходимо сделать между строгальными плоскостями аккуратный фигурный переход.
Ножи отличаются не только своей формой. Важнейшую роль играют также их размеры. Существует несколько групп:
- Пластины - 82×5,5×1,2 мм. Применяются на зарубежном оборудовании типа Black&Deccer. Для изготовления лезвия используют углеродистую сталь.
- Специальные ножи. Отличаются от пластин своими габаритами. Они намного толще и шире. Выпускаются длиной 82 или 102 мм. Большая толщина облегчает заточку инструмента.
- Лезвия для конкретного аппарата. Обычно ширина лезвия не превышает 110 мм. Чтобы закрепить лезвие, предусмотрены специальные отверстия.
Одноразовая оснастка
 Такой инструмент изготавливается из высокопрочного сплава. Пластина имеет две острые стороны. Её режущая часть
никогда не затачивается. После изнашивания кромки лезвие переворачивают, закрепляют в барабане обратной стороной. Когда затупится вторая кромка, нож выбрасывают и устанавливают новый инструмент.
Такой инструмент изготавливается из высокопрочного сплава. Пластина имеет две острые стороны. Её режущая часть
никогда не затачивается. После изнашивания кромки лезвие переворачивают, закрепляют в барабане обратной стороной. Когда затупится вторая кромка, нож выбрасывают и устанавливают новый инструмент.
Одноразовой оснасткой выполняются работы, которые не требуют высокой точности, когда к качеству поверхности не предъявляются повышенные требования. Однако с ней очень удобно работать. Не требуется точная регулировка ножей электрорубанка, не нужно проводить балансировку.
Многоразовая насадка
Этот инструмент отличается от одноразовых пластин своими габаритами и формой. Для изготовления применяется высококачественная сталь. После обработки поверхности такими лезвиями получается гладкая поверхность , не требующая дальнейшего шлифования. Станковый инструмент маркируется буквами HSS (High Speed Stil или быстрорежущая сталь). Оснастка относится к профессиональному типу.
Чтобы установить нож, требуется специальная регулировка, а также высокоточная балансировка. Угол заточки ножа рубанка должен иметь точные параметры.
Лезвия электрорубанка
После продолжительной работы лезвия начинают изнашиваться. Их нужно заново заточить или провести полную замену. Регулировка и заточка полотна необходима, когда возникают характерные признаки:
- Появился резкий звук.
- Инструмент работает с большой вибрацией.
- На обрабатываемой поверхности появляются дефекты.
- Работа требует больших усилий.
Чтобы настроить нормальное положение режущего полотна, необходимо учитывать несколько параметров. От них зависит, насколько качественной будет обработка:
- Высота лезвия, выступающая над подошвой рубанка.
- Величина бокового выступа полотна, которым выбирается четверть.
Регулировка ножей инструмента
Мастер, занимающийся обработкой древесины, отлично знает как отрегулировать ножи на электрорубанке. Для выполнения такой работы необходимо иметь:
- Шестигранник, входящий в комплект изделия.
- Металлическую линейку.
Чтобы настройка инструмента с несколькими ножами проходила быстро и правильно, необходимо соблюдать определённую технологическую последовательность:

Если нож имеет прямую форму, выступание рабочей части должно достигать 0,5 мм. Для закруглённой формы, этот размер должен быть более 1 мм.
Самостоятельная заточка лезвий электрорубанка
 Многоразовые ножи после длительной работы требуют перезаточки. Заточка рубанка своими руками в домашних условиях выполняется аналогично ручному инструменту. Отличие состоит в количестве режущих кромок, которые требуют заточки.
Многоразовые ножи после длительной работы требуют перезаточки. Заточка рубанка своими руками в домашних условиях выполняется аналогично ручному инструменту. Отличие состоит в количестве режущих кромок, которые требуют заточки.
Для самостоятельной заточки лезвия необходимо иметь несколько специальных приспособлений:
- Точильный брусок.
- Наждак.
- Напильник.
Для работы понадобится струбцина, чтобы закрепить на верстаке затачиваемую деталь. Ножи фиксируются так, чтобы режущие кромки находились в одной плоскости.
Напильником или наждаком одновременно затачиваются все лезвия. Не должно быть никаких отклонений. Острота лезвия проверяется на любой деревянной доске.
Чтобы облегчить работу, предварительно смачивают водой абразивный камень. Для первичной обработки пользуются крупнозернистым абразивом, мелкозернистым выполняют доводку. Желательно, чтобы угол заточки ножа был равен 30 градусам. Когда режущая кромка имеет сильные повреждения, её лучше наточить на специальном заточном станке.
Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Условия работы ножа
Все ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл.
Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д.
Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие.

Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
- Более благоприятной геометрией колодки, где отсутствуют концентраторы напряжения;
- Ситуативным желанием плотника (особенно малоопытного) увеличить глубину врезания, вследствие чего толщина прохода увеличивается;
- Повышенным трением между контактными поверхностями лезвия ножа и стружкой, в результате чего температура на рабочей кромке ножа возрастает.
Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент.

Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.

При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала . В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5º, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80º. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания . Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50 0 от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30º. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа . Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин -1 , иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.

При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.

Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.

Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем.
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30 0 , используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.

Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Для тех кто делает это впервые, заточка ножа рубанка может показаться несколько сложноватой. Точнее не само точение, а сохранение при этом правильного угла и геометрии режущей кромки. Кромка должна быть перпендикулярная краю ножа, и создавать с нею прямой угол.
Лучше сразу оценить степень затупления ножа и правильность угла. Если угол имеет правильный градус, а лезвие лишь слегка "замылено" то к электроточилу лучше не обращаться. Немного поправить нож можно и на бруске. Я на электроточиле вывожу только правильный угол (фаску) и то после пары-тройки правлений руками на бруске.
Камень электроточила, должен быть ровным, а его ребро чем толще тем лучше. Однако бытовые точила имеют обычно круги около 2-3 сантиметров, что заставляет двигать нож из стороны в сторону, что бы брать по всей плоскости. Точило обязательно должно быть оснащено подручником. Не включая точило приложите нож фаской к ребру камня. Камень должен вращаться на вас, а нож стоять против вращения. Меняйте угол и чувствуйте в каком положении ножа фаска начинает прижиматься то носком (режущей кромкой) то пяткой (это тем место где она переходит в ровное полотно железки)
Проверьте имеющийся угол по шаблону. Угол заточки может быть разным, от 25 до 45. Это зависит от твердости и свилеватости обрабатываемого дерева, от угла "завала" ножа рубанка относительно его подошвы. В среднем угол на рубанке общего применения делают около 35 градусов.
Если градус фаски (подвода) вашего ножа не требует корректировки, то выбирайте положение ножа на камне, когда и носок и пятка, опираются на камень Соответственно, если градус нужно сделать меньше, то больше прижимаем пятку, а если больше - носок. Поймав угол, включаем точило, и начинаем перемещать нож по камню. Сделайте несколько проходов и посмотрите в каком месте берет больше, в каком меньше. Откорректируйте нажим.
После того как фаска пройдена вся, проверьте прямой угол по угольнику. При необходимости выровняйте перпендикуляр, проточив "взлетевший" угол сильнее. В процессе точения постоянно охлаждайте нож.
Заточка на точиле окончена, когда фаска равномерно снята по всей своей плоскости, её угол соответствует, и на режущей кромке появился небольшой заусенец.
Этот заусенец лучше убирать на мелком ровном точильном камне. Некоторые правят на мелкой наждачке, но я не делаю этого. Наждачка все таки материал не жоский, и при точении о нее режущая кромка "заваливается" потому что нож идет как бы по волнам. Точильный камень имеет постоянную форму, и выгнать на нем острейшее жало железки намного легче. После правки, фаску желательно шлифануть.
Кто то скажет что заусенец убирать не нужно. Ни чего подобного! Да, на ноже или на топоре, заусенец на режущей кромке даже полезен, потому как улучшает "цепкость" режущей кромки и лучшему резанию. Однако между ножом рубанка и обычным ножом есть принципиальная разница в способах резки. Кухонный нож водится вдоль реза возвратно-поступательными движениями, рож рубанка просто поднимает слой дерева, и заусенец на нем просто подворачивается, делая нож тупее.
Любой домашний мастер всегда содержит инструмент в рабочем состоянии. Особенно это относится к ножам рубанка ручного или электрического. Научиться правильно и аккуратно затачивать ножи рубанка необходимо каждому. Какие существуют приспособления и станки для заточки инструмента, и как научиться пользоваться?
Если ножи рубанка затупились
Работоспособность рубанка во многом зависит от заточки ножей. Нож или резец рубанка представляет металлическое лезвие, расположенное к поверхности обработки под определенным углом.
Рабочим положением резца является выдвинутая и регулируемая часть ножа. Нож выступает через прорезь, через которую выходит отработанная стружка. Прижим ножей рубанка осуществляется с использованием простых по форме зажимов. Равновесная система расположения основных элементов рубанка создает достаточно работоспособный узел, пока мастер не почувствует, что пора производить заточку ножей для рубанка. Как определить, затупился нож рубанка или нет?
Сложной диагностики затупившийся нож рубанка не требует. Достаточно рассмотреть режущую кромку (фаску) на свет. Поворачивая фаску вокруг кромки можно обнаружить блестящую нитеобразную полоску, которая будет сигнализировать о том, что кромка притупилась. Это объяснимо просто: угол заточки ножа рубанка составляет 30 градусов. Профессиональные плотники затачивают фаску без замера угла, полагаясь на собственную интуицию и добиваясь необходимого соотношения между шириной и толщиной ножа.

При заточке ножей необходимо соблюдать балансировку и геометрию лезвий. Если вы не можете смело собственноручно осуществить заточку ножей ручным способом, на помощь придут приспособления и устройство для заточки ножей для рубанка.
Узнать подробнее о ножах рубанка вам поможет видео.
Научиться затачивать ножи рубанка несложно. Достаточно изучить конструкцию приспособлений, устройств и станков для заточки, а также уметь надежно закреплять лезвие ножей.
Приспособления для заточки
Самым простым, а поэтому доступным ручным приспособлением для заточки ножей можно назвать деревянный брусочек, в верхней части которого закреплен нож рубанка.

Данное устройство имеет две точки соприкосновения: в одной точке опирается затачиваемым лезвием на абразив, а второй точкой на угол бруска. Примитивная конструкция и ручное перемещение приспособления, тем не менее, позволяют производить неплохую заточку ножей рубанка. Следует учитывать, что угол заточки геометрически зависит от высоты деревянного брусочка над поверхностью абразива, а также расстояния до места крепления.
При заточке лезвие ножа железки должно быть прямолинейным.
Существуют также следующие приспособления, используемые для заточки:
круг заточной
прижим для заточки
ролик бочкообразный
брусок хонинговальный
точилки с фронтальным и боковым зажимом.
Круг заточной
представляет собой абразивный круг диаметром до 60 мм с толщиной круга до 18 мм и шестигранным хвостовиком. Для удобства заточки круг оборудован конусным углублением, расположенным по окружности. Круг заточной изготавливают из карбида кремния. Для заточки в качестве движущего элемента используется электродрель.

Прижим для заточки предназначен для надежного зажима ножей для рубанка на заточном упоре. Прижим имеет 3 рабочих положения, которые позволяют устанавливать стержень, выравнивающий под необходимым рабочим углом заточки. Угол заточки может колебаться от 30 до 90 градусов. Прижим крепится на винтах, расположенных на пластиковых прокладках. Материал изготовления прижима – анодированный алюминий.

Ролик бочкообразный предназначен для устранения дефектов заточки на затачиваемой заготовке. Ролик имеет характерную форму, которая позволяет за 3 захода ликвидировать «дорожки», образовывающиеся после заточки точилкой. При этом сохраняется угол 90 градусов между боковыми частями ножа и режущей кромкой.

Брусок хонинговальный предназначен для функции подложки под абразивную пасту. Удобные геометрические размеры и материал изготовления – низкоуглеродистая стабилизированная сталь обеспечивают плоскостность по всей поверхности заточки до 0,127 мм. В отличие от водных камней, брусок не нуждается в протирке поверхности при заточке. Имеется возможность приклеивания бруска к значительной площади поверхности, что обеспечивает наилучший комфорт при работе.

Точилка Veritas Sharpening System с фронтальным и боковым зажимом предназначена для заточки ножей рубанков и фуганков, исключения составляют лезвия ножей от японских производителей. Точилка представляет собой полотно, которое можно зажимать вместе с лезвием ножа фронтально или сбоку. Точилка оснащена роликом, который предотвращает любые повреждения камня заточного. Заточка лезвий ножа осуществляется за счет шаблона выставляющего угол с возможностью ручной регулировки.
Необходимо заметить, что при работе с приспособлениями для заточки необходимо уделять внимание надежному креплению лезвий ножей.
Как научиться затачивать ножи рубанка с использование приспособлений вам поможет это видео.
Но особый интерес при заточке ножей вызывает работа на точильном станке. Научиться работать на заточном станке можно самостоятельно, ознакомившись с инструкцией.

Точильный станок Tormek
Станок Tormek это низкооборотный точильный станок с мощным двигателем и значительным крутящим моментом. Станок позволяет проводить заточные работы непрерывно на протяжении длительного промежутка времени. Высокую частоту заточки обеспечивают низкие обороты (до 90 об/сек) и водяное охлаждение режущей кромки затачиваемого инструмента. Устройство и принцип работы станка для заточки ножей для рубанка достаточно простое. Затачиваемый инструмент зажимается в держатель.

Держатель с закрепленным инструментом закрепляют на универсальной опоре. Затем производится включение точильного станка. Заточка ножей или иных инструментов происходит на небольших оборотах с применением заточного круга, погруженного в воду. Процесс заточки видимый, в любой момент имеется возможность регулировки и контроля прижимной силы, ширины фаски заточки и скорости вращения заточного круга. При заточке инструмента полностью исключен пережог инструмента. Использование различных заточных камней позволяет производить заточку любого металла.

Научиться работать на заточном станке можно за несколько заходов. Поэтому заточка ножей своими руками не будет представлять сложности. Для большей уверенности в работе и практики заточки ножей рубанка можно ознакомиться с видео.
Напомним, что заточные работы всегда требуют внимания и соблюдения правил техники безопасности.
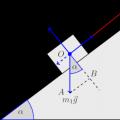 Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней
Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического
Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического Отклонения и допуски расположения поверхностей
Отклонения и допуски расположения поверхностей