Handgjord fräsning för PVC Edge-bearbetning. Kantskärare: Vy över modeller. Munstycken för tillverkning av figurerade ändar
01 juni 2013.
11 mm vidhäftning med hårtork
Två millimeter PVC-kant, enligt min mening, den bästa lösningen för formen av LDSP. Hon och den mest hållbara och tittar på produkten mer "rikt" än 0,4, om melamin och det finns inget att säga. Jag skulle vara min vilja, jag skulle ta tag i alla detaljer med ett "två-rum", men priset biter henne, speciellt om du beställer en laminering i verkstaden.
Därför försöker jag limma det själv, speciellt sedan idag kan du köpa i butiker kanten med smältlimet som redan appliceras på den. En sådan manipulation gör det dyrare än rubeln för temporonmätaren - ett öre.
Så, för att hålla 2 mm PVC-kanter med applicerad limsmält, behöver vi: kanten själv. Thermopystol (konstruktion hårtork), fräsfräsning (eller kantbruk), hacksågblad, metalllinje.
Traditionellt fäst arbetsstycket vertikalt, helst på arbetsbänken eller, åtminstone en avföring).
Mät kanten på kanten, skära av önskat stycke, vi applicerar det på arbetsstycket och värmer limet med en hårtork, tryck den till slutet av delen. Stroke henne med hand (vissa mästare använder en bar, stoppad med filt eller ordinala rullar). Det är nödvändigt att arbeta i handskar, annars är det lätt att bränna dina händer.

Vid radie måste kanten först värma upp så att den mjukas - då kommer det att falla mycket mer.  Genom att smyga hela ytan såg vi sänkorna från ändarna med ett enkelt hackerblad.
Genom att smyga hela ytan såg vi sänkorna från ändarna med ett enkelt hackerblad.

Gå till skummen från sidorna. För att ta bort dem behöver vi en fräsfabrik. Idealiskt, en speciell kant, men på olycklig ... Jag använder den universella Ryobi-fräsningen. Det är tillräckligt massivt och obekväma för sådant arbete, men resultatet är ganska tillfredsställande. Cylindrisk fräsfabrik med lager. Det är lämpligt att tillämpa ett parallellt fokus (i artikeln är det här ögonblicket för svårt - allt ska vara på bilden).

På radii är det nödvändigt att vara försiktig, för Basen "misslyckas" och måste arbeta en CANOPA - hög risk för att skära laminatet.
Jag försöker göra skärets skärare åt vänster om 0,1-0,2 mm kanterna på den obevekliga - dvs. Nå inte kanten på arbetsstycket för detta avstånd. Denna åtgärd skyddar mot ytskador med slarvig rörelse, men kräver ytterligare steg därefter.
Avlägsnandet av denna återstod görs av metalllinjen precis som melamin.

Efter slutlig borttagning av sänkorna erhålls kanterna på kanten med skarp - vår uppgift är jämn. Detta görs med hjälp av samma linje. Slå den i en vinkel rep den skarpa kanten, vrida den och ta bort fräsens oegentligheter. I stället för anslutningen av kanten med laminat arbetar vi noggrant, för att undvika skador.

Således slät de båda skarpa kanterna längs hela längden, samtidigt tar vi bort det överflödiga limet, utskjutande från under leden. Som ett resultat får vi följande:

Det är självklart bättre att använda en specialiserad kantfräsverk för detta, till exempel detta. Det är mycket mer bekvämt att arbeta med det: de använder en hökkvarn i dem, så det är inte nödvändigt att modifiera kanten därefter, de är betydligt mindre i storlek, och därför kan de styras av en hand.
 Men kostnaden för den här enheten kommer som regel att ta hand om 5000 p, så jag är från min 800 watt. Det visade sig så här:
Men kostnaden för den här enheten kommer som regel att ta hand om 5000 p, så jag är från min 800 watt. Det visade sig så här:

Administrering är bassteget i processen för tillverkning av skåpmöbler från plattmaterial. I artikeln beskrivs det enklaste sättet att inkommande - manuellt, med hjälp av konventionella ekonomiska verktyg. Det finns högspecialiserade verktyg som är utformade för att trimma de kanter som kan göra det mycket lättare och påskynda möbelmakarens arbete.
Verktyg för slut (slut) Trimming Edge Wegoma KG94.
Verktyget gör det möjligt att snabbt och noggrant beskära änden av melamin, PVC eller ABS-kant till 1,2 mm tjock med en bredd till 54 mm.
KG94 är tillverkad av hållbar plast, utrustad med två avtagbara knivar som körs på saxprincipen. Om det behövs kan NIHI ersättas med ny eller skärpad. Den fasta kniven är justerbar vid avgång och vinkel på installationen, det låter dig ställa in det lägsta, enhetliga gapet mellan knivarna på knivarna för att få högkvalitativt snitt.



Foto av KG94-skäraren från olika sidor.


Arbetshandtag och knivar.

KG94-facket är installerat på objektet.
För att utföra trimning måste du klicka på spaken.

Styrenhet KG94 i färd med trimning. Hävarmen pressas delvis.


Kanten är beskuren verktyg Kg94.
Bilden är gul - melaminkanten, "wenge" - abs.

I händelse av att den intilliggande änden av delen hade en limmad kant, efter trimning, är det ibland en liten tillströmning av lim, vilket lätt avlägsnas lösningsmedel ellermekanisk väg.
Verktyg för longitudinell trimning Wegoma AU93.
Verktyget är utformat för bilateral longitudinell trimkant upp till 0,5 mm tjock och bredd upp till 40 mm. På varje diskkant driver kanten två knivar: huvudkniven skär av diskbänken (överskott) spola med peppar av delen, den andra - tar bort vinkelavfasen från kanten av kanten och / eller klättrar de möjliga bristerna i den första kniv.
Konstruktivt AU93 består av två speglaridentiska plastelement - halvrad, anslutning med varandra genom två styrhylsor med fjädrar inuti. Varje halv rad har tre avtagbara, justerbara knivar, vilket gör att verktyget kan vara verktyg till någon sida, eller anpassa parterna för arbete med olika kantmaterial. Den huvudsakliga dubbla kniven är inställd på att justera till plasten. Ytterligare två knivar som tar av avfasningen regleras av avgång.



Foto av cutter au93 från olika sidor.


Longitudinell precare i demonterad form. Ju mindre bredden på kanten, desto mer måste du komprimera fjädrarna. När du arbetar med LDSSP tjock upp till 18 mm, är det meningsfullt att sätta fjädrarna svagare, eller att ta bort dem alls.

Harpus. Justeringskruven på huvudkniven är synlig.

Justering av skruven på en av de extra knivarna.

En uppsättning nya knivar för AU93.
Ett liknande kit kan köpas för KG94-terminalen.

Den minsta möjliga tjockleken hos den bearbetade delen är 14 mm.



Wegoma AU93 i arbete. Kanten av melaminen (gul) och abs (wenge).


Melamin och ABS-kanter skärs längs längden.
Enligt resultaten av tillämpningen av dessa verktyg i företaget Wegoma vid produktion av skåpmöbler från LDSP kan följande slutsatser dras.
END (End) Cutter Wegoma KG94 - Universellt verktyg, användbart och nödvändigt. Det kan säkert rekommenderas till någon möbelmakare, som fortfarande använder en kniv. Precairen är lika bra med melamin, PVC och kanten av ABS, såväl som med HPL-plast som används för vidhäftning av köksbänkskivor. Med skarpa och justerade knivar är skäret perfekt eller nära det ideala, i behov endast i en ljus slipning av emerystänger.
Longitudinell skärkant Wegoma.AU93 I praktiken visar det inte alltid utmärkta resultat. När du arbetar med melaminkanten lämnar verktyget ofta en unimprovant, men ett taktfullt upplevt steg som är nödvändigt att koncentreras. Justeringen av de huvudsakliga knivarna i precentmedlet ledde inte till förfallna resultat. På ABS-kanten är problemet med steget praktiskt taget frånvarande. Ytterligare knivar motiverar sig inte alls, de arbetar med variabel framgång beroende på styrkan av pressningen av halvrad till materialet och punkten för tillämpningen av denna kraft. En viktig fördel med den longitudinella skäraren AU93 är att det låter dig bekvämt arbeta med långa, stora delar i någon rumslig position.
Enkelt sätt att hålla kanten av PVC
Det enklaste sättet att hålla kanten av PVC är att beställa i någon möbelverkstad att rulla på kanten av limsmältan. Därefter lim det, uppvärmdes med ett järn eller hårtork (naturligtvis, inte en vanlig hårtork och den tekniska, som ger vid utgången på 500-600 grader). Så jag använde inte det här sättet, så jag kan bara säga det om de negativa sidorna påstås baserat på arbetslivserfarenhet med material.
Jag limmar kanten av PVC till det vanliga gummiens lim som säljs från oss på spillet. Bäst av allt på "ögonblicket" kommer att vara lämpligt och "88".
Kniv och andra manuella skärverktyg för PVC-bearbetning är inte lämpliga. Även om du lyckas skära kanten med en kniv, försäkrar jag dig, varken ansträngning, eller tiden som spenderas i detta otåliga fall kommer inte att betala oss själva.
För att bearbeta en sådan kant behöver du en fräsverk. Faktum är att för dessa ändamål används en speciell kantfräsning:
Men om du inte kommer att öppna din produktion, köp sedan en sådan maskin till någonting. Det är bättre att köpa en normal, stor fräsfabrik. Förutom att bearbeta PVC kommer det att vara användbart för att avsluta ändarna och för Ostela - både i ändarna av panelerna och skiktet. Och om du arbetar med ett träd, är du bara nödvändig för fräsverket!
Det är inte nödvändigt att köpa en brant och dyr, ganska bra Phiolent Milling Mills - pålitlig semi-professionell
Fräsning skärande ABS-kant
För att bearbeta PVC-kanten används denna skärare:
Därför måste det första att uppgradera vår fräsfabrik och lägga till ett steg på plattformen . Det kan vara gjord av textolit, plywood, i värsta fall, från fiberboardet - ett ord från något arkmaterial med en tjocklek på 4-5 mm. Du kan fixa det på skruvar, skruvar etc., den viktigaste är att drunkna kepsarna eller limet!
Nu måste du justera skärets höjd. På den bearbetade panelen är det inte värt att göra det här. Det är osannolikt att första gången du får exakt justera höjden. Ta en del av trim (men inte mycket smal, så att tallriken inte svänger), ta den med kanten och justera på den.
Vanligtvis, oavsett hur man ställer in, efter bearbetning finns det ett litet utskjutande. Det är inte läskigt, försök bara att minska denna ledning till ett minimum så att det enkelt är avskuren med en kniv. När du avslutar inställningen kastar den här trimmen inte - det kommer att vara till nytta för dig nästa gång. När det blir nödvändigt att justera skärarens höjd, vrid helt enkelt sin skärande del vinkelrätt mot slutet och sänk dynan så att frässkivaren är tätt på den behandlade kanten.
Klipparen är konfigurerad, du kan gå vidare till bearbetningspaneler. Du måste hantera i två passager. Efter det första passet kommer skärningen säkert att vara ojämnt, det andra passet är i linje med alla utskjutningar och fördjupningar:
Det är i den här ordningen! Om du ändrar passagen av passagen, kommer skäraren att slå ut och avlägsna kanten. Från tid till annan, rengör kanten av skäraren och kanten från de klämda spånarna - lagret kan studsa på det och skivan blir ojämn.
Så, panelen behandlas med en kvarn, men det är bara en liten del av arbetet. Nu måste du ha en lång handbehandling som tar två eller tre gånger mer tid. Först måste du gröda hängande kanter. Detta kan göras med stora saxar eller bara chip, som har slutat med en kniv. Rullande, glöm inte att trycka på kanten i slutet av änden så att den inte grävs. Skär av själva roten och dra sig tillbaka någonstans med 0,5 mm. Det är bättre att spendera tid på bearbetningen av emery barer eller en lintoklifting än att skära mer än du behöver.
Ingen fräsningsbearbetare hanterar PVC perfekt. Under alla omständigheter kommer oegentligheter att förbli väl synliga i ljuset. I de flesta företag som tillverkar möbler till salu, ingen stör sig vidare bearbetning - det återstående utsprånget kommer att skära den återstående kniven, de tar ett par gånger baksidan av kniven på klippet och det är det.
Men du gör det själv? Så gör dig redo att spendera samtidigt för att få klippet till det perfekta tillståndet. Först och främst, klippa kniven kvar efter utskjutningen av utskjutningen (om höjden på skäraren är korrekt inställd, så skär du med en tunn sträng).
Om du är remskiva PVC till kontaktlimet, är det troligt att panelerna kommer att förbli i panelen, liminflöde. Var försiktig, klippa av dem. Och det är bättre att först ta bort dem med en trasa, fuktad med lösningsmedel eller bensin. Därefter passerar du genom klippet med en grund hud, anpassar all "vågighet", då polera den med filt.
Nu har du en färdig panel som inte är sämre i kvalitet gjord på en möbelfabrik, och kanske överlägsen det!
Kantbearbetning är en integrerad process vid tillverkning av nästan vilken träprodukt som helst. Två eller tre dussin år sedan var kantfabriken ett stort underskott för de flesta hemmasters. På marknaden betraktas dessa produkter ett prisvärt förbrukningsmaterial för både professionella maskiner och handverktyg (fräsfabriker). Du kan enkelt hitta de mest olika modellerna av skärare utan svårighet, även för att skapa en kant med en bisarrt krökt geometrisk form.
Edge Processing Cutter Design
Strukturellt består alla skärare för kantfräsverket av tre delar:
- Skaft.som är klämd i patronen av den använda enheten. Standardformen på den här delen av skäraren för manuella verktyg är cylindrisk, med en kanal för bättre fixering. För professionell användning i specialmaskiner produceras munstycken med en konisk form av klämdelen. Denna komponent är gjord av strukturellt legerat stål.
- Skärning, vars form bestämmer konfigurationen av den behandlade kanten. Den kan utföras som helhet med en skaft eller med utbytbara skärelement. Utformningen av skaftet av vissa modeller gör att du kan etablera flera sådana delar samtidigt. Bladen av dessa elementskärare är gjorda av instrumental höghastighetsstål eller speciella fasta legeringar.
- Lager (Om sådan tillhandahålls av konstruktionen), som är installerad i den övre eller nedre delen av skaftet. En uppsättning av sådana anordningar med olika diametrar gör att du kan justera skärets djup.
Kantskärare
Tänk på fler existerande typer av enheter. Den mest populära och krävda typen av skärverktyg för bearbetning av ändarna - skärkanten med lageret (övre eller nedre, mindre ofta med båda samtidigt). Med hjälp av sådana anordningar kan du bearbeta både raka kanter och ett förutbestämt mönster, vilket är särskilt viktigt vid tillverkningen av flera identiska trädelar. Enligt skärelementets geometriska form är sådana skärare mycket olika och tillåter dig att skapa både en jämn ände i en rät vinkel mot trätillets yta och de mest komplexa, krökta kanterna.
Rak skärare
Efter att ha bearbetat slutet av skärkanten rakt med lageret är vinkeln mellan den horisontella ytan och den utrustade kanten 90 °. Valet av storleken på den arbetsdel av sådana munstycken beror direkt på tjockleken på kanten som behöver bearbetas. Mycket ofta används sådana anordningar inte bara för att anpassa hela ytan av änden, men också för att avlägsna de utskjutande elementen i trästrukturen, till exempel en faner limmade på bänkskivan.
Cone-skärare kan hänföras till denna kategori. Kanten behandlad med ett sådant munstycke har en jämn yta belägen i en vinkel mot ytan av duken. Storleken och konfigurationen av skärelementet beror på tjockleken och den nödvändiga lutningen hos kanten.

Kärlkantskärare
Den konkava ytan av skärningsdelen av en sådan skärare gör att du kan göra de rundade kanterna av olika produkter från trädet. Den största användningen av dessa munstycken finns i tillverkningen av bordsskivor, bearbetning av hyllorna eller armstöden av stolarna. Kantens yta, gjord med användning av denna mängd olika anordningar, är en cirkel. Storleken på skärdelen av denna skärare väljs beroende på materialets tjocklek och den erforderliga radien av kantrundningen.

Hängande skärare
Denna skärare enligt skärkantens geometri är en spegelreflektion av kupolen. Skärelementet är tillverkat i form av en välvd cirkelbåge. Den är utformad för att ordna kanten med ett konkavt hak. Sådana produkter används i stor utsträckning vid tillverkning av plintar med en enkel form eller ben för möbler.

Skärare för dockning av enskilda element
Träprodukten består ganska ofta av flera delar, som därefter är anslutna med lim. För att fast och pålitligt docka enskilda element behandlas kanterna på delarna med speciella skärare. Skärelement av sådana produkter tillåter dig att skapa anslutningar:
- "En kvart" (på ena sidan av slutet av varje detalj gör urtaget av en fyrkantig sektion, vars bredd och djup är lika med ½ av banans tjocklek);
- med ett urval av en rektangulär form, vars djup beror på diametern hos de installerade lager- eller justeringsanordningarna hos den använda anordningen;
- "Schip-Groove" (på en del gör ett utskjutande, på andra - samma fördjupning);

- mute (på ändarna av den första delen finns flera rektangulära spår, på andra - samma antal utskjutningar).
Munstycken för tillverkning av figurerade ändar
Sådana produkter är utformade för att skapa komplexa geometriska former av kanter. Med hjälp, det gör ämnen för en bagent ram av målningar eller fotografier, hantera ändarna av exklusiva möbler, dörr- och fönsteröppningar. Munstycken produceras både i form av en färdig monolitisk design och möjligheten att installera på skaftet av två eller flera olika skärare, vilket gör att du kan skapa en kant enligt våra egna designerpreferenser.

En av sorterna av sådana anordningar är avsedd för dekorativ bearbetning av dörrpanelernas kanter och tillverkning av plintar av en mängd olika former.
Tillverkare och priser
Utbudet av kantskärare på trädet är ganska brett och varierat. Sådana produkter kan köpas separat. Priset på dessa munstycken beror på tillverkaren, konfigurationen av skärelementet och dess storlek. Till exempel passar en rak kvarn med en diameter av 10 mm och en arbetslängd på 20 mm kostar ca 150 rubel, och Boshs kantkaustikmunstycke med en radie på 14 mm och bottenbäraren kostar dig 900 rubel.
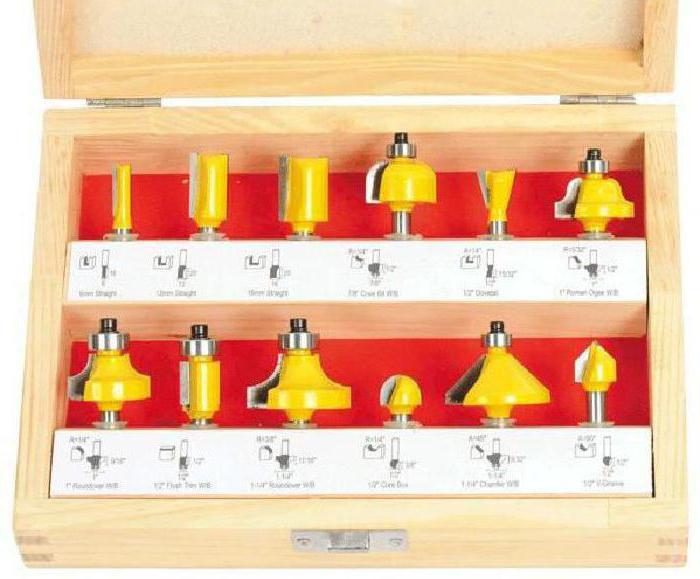
Många tillverkare erbjuder snitt av skärare (från sex stycken och mer i en uppsättning):
- med produkter av samma form, men olika storlekar av arbetsdelen;
- med fräsar, vars storlek och form skiljer sig som oftast används vid självbehandling av trästrukturer.
Till exempel kostar uppsättningen av de 6 mest använda enheterna 790 rubel, och hammeruppsättningen (av 12 eller 15 stycken) är 2000 eller 2400 rubel.
 Varför kan du inte ge ikoner
Varför kan du inte ge ikoner Är det möjligt att ge ikoner som en gåva: tecken, kyrkans uppfattning
Är det möjligt att ge ikoner som en gåva: tecken, kyrkans uppfattning För ett år sedan lämnade sin man, och nu vet jag inte vad jag ska göra
För ett år sedan lämnade sin man, och nu vet jag inte vad jag ska göra