Принципы tpm. Трм - эффективное обслуживание оборудования. Список использованной литературы
TPM (Всеобщий уход за оборудованием) (англ. Total Productive Maintenance, TPM) - концепция менеджмента производственного оборудования, нацеленная на повышение эффективности технического обслуживания. Метод Всеобщего ухода за оборудованием построен на основе стабилизации и непрерывному улучшению процессов технического обслуживания, системы планово-предупредительного ремонта, работы по принципу «ноль дефектов» и систематического устранения всех источников потерь.
TPM означает в свободном переводе „всеобщее эффективное техническое обслуживание“. При этом "всеобщее" относится не только к производительному и экономичному техническому обслуживанию, но и ко всей полной системе эффективного ухода за оборудованием в течение его срока службы, а также к включению в процесс каждого отдельного сотрудника и различных отделов через привлечение отдельных операторов к техническому обслуживанию. Более того, при применении TPM требуется определенные обязательства со стороны руководства предприятия.
В системе Всеобщего ухода за оборудованием речь идет не об исключительной проблеме содержания в исправности оборудования, а о широком понимании обслуживания средств производства как интеграции процессов эксплуатации и технического ухода, раннем участии ремонтного персонала в разработке графиков обслуживания оборудования и точном учете состояния оборудования для целенаправленного содержания его в исправности. TPM играет важную роль, в частности, в управлении производством в системе «точно вовремя», так как наличие обусловленных содержанием в исправности помех ведут к потерям времени, которые увеличиваются по всей цепочке создания добавленной стоимости.
Обоснование для включения Всеобщего ухода за оборудованием в философию бережливого производства (Lean manufacturing, TPS) представлено на схеме 1.
Схема 1. Включение TPM в решение проблем предотвращения потерь
Целью внедрения TPM является устранение хронических потерь:
Выход из строя оборудования
Высокое время переналадки и юстировки
Холостой ход и мелкие неисправности
Снижение быстродействия (скорости) в работе оборудования
Дефектные детали
Потери при вводе в действие оборудования.
Восемь принципов TPM
Непрерывное улучшение: нацеленное на практику предотвращение 7 видов потерь.
Автономное содержание в исправности: оператор обрудования должен самостоятельно проводить осмотр, работы по чистке, смазочные работы, а также незначительные работыпо технического обслуживанию.
Планирование технического обслуживания: обеспечение 100%-й готовности оборудования, а также проведение мероприятий кайдзен в области технического обслуживания.
Тренировка и образование: сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за обрудованием.
Контроль запуска: реализовать вертикальную кривую запуска новой продукции и обрудования.
Менеджмент качества: реализация цели "нулевые дефекты в качестве" в изделиях и обрудовании.
TPM в административных областях: потери и расточительство устраняются в непрямых производственных подразделениях.
Безопасность труда, окружающая среда и здравоохранение: требование преобразование аварий на предприятии в нуль.
Автономное содержание в исправности – важнейший принцип TPM. Ее цель минимизировать потери эффективности, которые возникают из-за отказов устройств, коротких остановок, брака и т. д. Для этого все большая часть необходимой деятельности по техническому обслуживанию (чистка, смазка, технический осмотр устройств) упрощается, стандартизируется и постепенно передается на места в обязанности сотрудников. Вследствие этого сотрудники отдела главного механика освобождаются, с одной стороны, от текущей рутинной деятельности, так что они получают большее время для разработки и проведения мер по улучшению. С другой стороны, теперь оборудование (устройства) могут обеспечиваться необходимым техническим обслуживанием, которая ранее не могла предоставляться в распоряжение вообще либо своевременно из-за отсутствия надлежащих ресурсов.
Концепция TPM разработана в Японии в конце 60- начале 70-х годов в фирме "Ниппон Дэнсо", поставщике электрооборудования для корпорации Тойота, во взаимосвязи с формирование Производственной системы Тойота (TPS). В начале 90-х годов прошлого столетия TPM в разных вариантах внедрялась на предприятиях всего мира. Известно утверждение основателя TPS Тайити Оно: «Силы Тойота приходят не благодаря излечению процессов, а благодаря предупредительному техническому обслуживанию оборудования».
Внедрение метода Всеобщего ухода за оборудованием в TPS описывается последовательностью, представленной на схеме 2.
 Схема
2. Системный образ действий при внедрении
ТРМ в Производственной системы Тойота.
Схема
2. Системный образ действий при внедрении
ТРМ в Производственной системы Тойота.
TРМ (Total Production Management) это система запланированных действий рабочих, наладчиков, ремонтников как команды, направленная на максимальное повышение эффективности оборудования через его профилактическое обслуживание на протяжении всего срока эксплуатации.
TРМ - это инструмент повышения эффективности работы, всего оборудования предприятия как единой системы.
TРМ - это командная работа, своего рода продолжение системы 5С.
Без ТРМ невозможно внедрение ни встроенного качества, ни системы "точно во время" и ее инструмента канбан, ни устройств Poka-Yoke,(защита от ошибок) бессмысленным становится SMED (быстрая переналадка).
Что такое TPM?
Целью TPM - является создание предприятия, которое постоянно стремится к предельному и комплексному повышению эффективности производственной системы.
Средством достижения цели служит создание механизма, который, охватывая непосредственно рабочие места, ориентирован на предотвращение всех видов потерь ("нуль несчастных случаев", "нуль поломок", "нуль брака") на протяжении всего жизненного цикла производственной системы.
Для достижения цели задействуются все подразделения: конструкторские, коммерческие, управленческие, но, прежде всего, производственные.
В достижении цели участвует весь персонал - от высшего руководителя до работника "первой линии".
Стремление к достижению "нуля потерь" реализуется в рамках деятельности иерархически связанных малых групп, в которые объединены все работники.
Что может дать предприятию TPM?
Цель внедрения TPM, как отмечалось выше,
Достичь предельной и комплексной эффективности производственной системы. Иными словами, получить максимально возможный результат в отношенииобъема производства (Production - P),
качества продукции (Quality - Q),
себестоимости (Cost - C),
сроков поставок (Delivery - D),
безопасности рабочих мест (Safety - S) и инициативы персонала (Moral - M) при минимальном использовании человеческих, материальных и финансовых ресурсов.
В таблице 1 приведены усредненные данные по нескольким японским предприятиям - лауреатам премии TPM, характеризующие как материальные результаты, которых им удалось добиться, так и нематериальный эффект от внедрения этой системы.
Всеобщее производительное обслуживание (Total Productive Maintenance - TPM) - это один из инструментов бережливого производства, применение которого позволяет снизить потери, связанные с простоями оборудования из-за поломок и избыточного обслуживания. Основная идея TPM - вовлечение в процесс обслуживания оборудования всего персонала предприятия, а не только соответствующих служб. Успех внедрения TPM, как и любого другого инструмента бережливого производства связан с тем, насколько идеи методики донесены до сознания персонала и позитивно восприняты им.
Этапы TPM
Особенность методики TPM состоит в том, что на ее основе возможно плавная и плановая трансформации существующей системы обслуживания к более совершенной. С этой целью путь внедрения TPM удобно представить в виде последовательности этапов, каждый из которых преследует вполне определенные цели и, главное, дает вполне ощутимый эффект.
1. Оперативный ремонт неисправностей - попытка усовершенствовать существующую систему обслуживания и найти ее слабые места.
2. Обслуживание на основе прогнозов - организация сбора сведений о проблемах оборудования и их последующего анализа. Планирование предупредительного обслуживание оборудования.
3. Корректирующее обслуживание - усовершенствование оборудования в процессе обслуживания с целью устранения причин систематических неисправностей.
4. Автономное обслуживание - распределение функций по обслуживанию оборудования между эксплуатационным и ремонтным персоналом.
5. Непрерывное улучшение - обязательный атрибут любого инструмента бережливого производства. Фактически означает вовлечение персонала в деятельность по непрерывному поиску источников потерь эксплуатации и обслуживания, а также предложению методов их устранения.
Таблица 1
| Материальные результаты | Нематериальный эффект | ||
| P | Производительность труда по добавленной стоимости | Увеличение в 1,5-2 раза | Текущее обслуживание оборудования операторами приобретает свою завершенность: они начинают заботиться о своем оборудовании сами, не дожидаясь указаний "сверху" |
| Число случайных поломок и аварий | Сокращение в 10-250 раз | ||
| Загруженность оборудования | Увеличение в 1,5-2 раза | ||
| Q | Число случаев брака | Снижение в 10 раз | 2. У работников появляется уверенность в том, что если они будут стремиться довести поломки и брак до нуля, то они смогут этого добиться |
| Число рекламаций от потребителей | Уменьшение в 4 раза | ||
| C | Себестоимость продукции | Снижение на 30% | |
| D | Запасы готовой продукции и незавершенное производство | Снижение на 50% | 3. Благодаря избавлению рабочего места от пыли, грязи, масляных пятен появляется возможность преобразить его до неузнаваемости, сделав его светлым и чистым |
| Случаи нарушения сроков поставок | Нуль | ||
| S | Производственный травматизм, повлекший невыход на работу | Нуль | |
| Загрязнение окружающей среды | Нуль | 4. У посетителей создается хорошее впечатление о предприятии, что благотворно сказывается на число заказов | |
| M | Число рационализаторских предложений | Увеличение в 5-10 раз |
До появления TPM считалось, что завод по природе своей является "рассадником" трех "К" (на эту букву в японском языке начинаются слова - "грязь", "тяжелые условия", "опасность"). Какие потери устраняет: Затраты времени на устранение неполадок в оборудовании.
TPM (Всеобщий уход за оборудованием) (англ. Total Productive Maintenance, TPM) — концепция менеджмента производственного оборудования, нацеленная на повышение эффективности технического обслуживания. Метод Всеобщего ухода за оборудованием построен на основе стабилизации и непрерывному улучшению процессов технического обслуживания, системы планово-предупредительного ремонта, работы по принципу «ноль дефектов» и систематического устранения всех источников потерь.
TPM означает в свободном переводе „всеобщее эффективное техническое обслуживание“. При этом "всеобщее" относится не только к производительному и экономичному техническому обслуживанию, но и ко всей полной системе эффективного ухода за оборудованием в течение его срока службы, а также к включению в процесс каждого отдельного сотрудника и различных отделов через привлечение отдельных операторов к техническому обслуживанию. Более того, при применении TPM требуется определенные обязательства со стороны руководства предприятия.
В системе Всеобщего ухода за оборудованием речь идет не об исключительной проблеме содержания в исправности оборудования, а о широком понимании обслуживания средств производства как интеграции процессов эксплуатации и технического ухода, раннем участии ремонтного персонала в разработке графиков обслуживания оборудования и точном учете состояния оборудования для целенаправленного содержания его в исправности. TPM играет важную роль, в частности, в управлении производством в системе «точно вовремя», так как наличие обусловленных содержанием в исправности помех ведут к потерям времени, которые увеличиваются по всей цепочке создания добавленной стоимости.
Обоснование для включения Всеобщего ухода за оборудованием в философию бережливого производства (Lean manufacturing, TPS) представлено на схеме 1.
Схема 1. Включение TPM в решение проблем предотвращения потерь.
Целью внедрения TPM является устранение хронических потерь:
- Выход из строя оборудования
- Высокое время переналадки и юстировки
- Холостой ход и мелкие неисправности
- Снижение быстродействия (скорости) в работе оборудования
- Дефектные детали
- Потери при вводе в действие оборудования.
Восемь принципов TPM
- Непрерывное улучшение: нацеленное на практику предотвращение 7 видов потерь.
- Автономное содержание в исправности: оператор обрудования должен самостоятельно проводить осмотр, работы по чистке, смазочные работы, а также незначительные работыпо технического обслуживанию.
- Планирование технического обслуживания: обеспечение 100%-й готовности оборудования, а также проведение мероприятий кайдзен в области технического обслуживания.
- Тренировка и образование: сотрудники должны быть обучены в соответствии с требованиями по улучшению квалификации для эксплуатации и технического ухода за обрудованием.
- Контроль запуска: реализовать вертикальную кривую запуска новой продукции и обрудования.
- Менеджмент качества: реализация цели "нулевые дефекты в качестве" в изделиях и обрудовании.
- TPM в административных областях: потери и расточительство устраняются в непрямых производственных подразделениях.
- Безопасность труда, окружающая среда и здравоохранение: требование преобразование аварий на предприятии в нуль.
Автономное содержание в исправности - важнейший принцип TPM. Ее цель минимизировать потери эффективности, которые возникают из-за отказов устройств, коротких остановок, брака и т. д. Для этого все большая часть необходимой деятельности по техническому обслуживанию (чистка, смазка, технический осмотр устройств) упрощается, стандартизируется и постепенно передается на места в обязанности сотрудников. Вследствие этого сотрудники отдела главного механика освобождаются, с одной стороны, от текущей рутинной деятельности, так что они получают большее время для разработки и проведения мер по улучшению. С другой стороны, теперь оборудование (устройства) могут обеспечиваться необходимым техническим обслуживанием, которая ранее не могла предоставляться в распоряжение вообще либо своевременно из-за отсутствия надлежащих ресурсов.
Концепция TPM разработана в Японии в конце 60- начале 70-х годов в фирме "Ниппон Дэнсо", поставщике электрооборудования для корпорации Тойота, во взаимосвязи с формирование Производственной системы Тойота (TPS). В начале 90-х годов прошлого столетия TPM в разных вариантах внедрялась на предприятиях всего мира. Известно утверждение основателя TPS Тайити Оно: «Силы Тойота приходят не благодаря излечению процессов, а благодаря предупредительному техническому обслуживанию оборудования». Опыт российский и мировых компаний по внедрению и использованию системы TPM вы можете найти в Альманахе "Управление производством" .
Внедрение метода Всеобщего ухода за оборудованием в TPS описывается последовательностью, представленной на схеме 2.
Схема 2. Системный образ действий при внедрении ТРМ в Производственной системы Тойота.

Как эффективный инструмент бережливого производства метод Всеобщего ухода за оборудованием в последнее время активно внедряется в России на многих предприятиях - Ярославском шинном заводе (холдинг «СИБУР-Русские шины»), Чепецком механическом заводе, Челябинском заводе по производству пластиковых окон (ООО «Эталон»), кондитерской фабрике ОАО «Большевик» в Москве и др.
Система TPM (Total Productive Maintenance) - Всеобщий уход за оборудованием
Цель внедрения TPM - достичь предельной и комплексной эффективности производственной системы. Иными словами, получить максимально возможный результат в отношении объема производства (Production - P), качества продукции (Quality - Q), себестоимости (Cost - C), сроков поставок (Delivery - D), безопасности рабочих мест (Safety - S) и инициативы персонала (Moral - M) при минимальном использовании человеческих, материальных и финансовых ресурсов.
Суть TPM - это вовлечь работника в повышение эффективности обслуживания оборудования. Не просто пришел и отработал. А еще и обслужил, улучшил, создал условия для эффективной работы. Т.е. отнесся как к собственному автомобилю. И чтобы это сделать японцы расширяют функции работников, делегируют им ответственность, вкладывают большие средства для повышения квалификации и роста мастерства, совершенствуют систему мотивации.
Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ - составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как полная эффективность оборудования (от английского «Overall Equipment Effectiveness»- OEE) .
Отличительной чертой TPM является поэтапное развертывание системы самостоятельного обслуживания оборудования оператором (СООО), которая включает 7 шагов:
1-й шаг. Чистка и уборка, совмещенные с проверкой.
Во время тщательной уборки пыли, грязи и т. п. с внутренних поверхностей и чистки каждого уголка оборудования, обнаруживаются и исправляются скрытые дефекты, требующие восстановления изношенных частей, смазки и затяжки соединений, что, в свою очередь, позволяет предотвратить возможные сбои в работе оборудования.
Основные задачи этого этапа -- стремиться полностью устранить накопленную пыль и пятна, проводя тщательную чистку всех узлов оборудования, а также найти скрытые дефекты в оборудовании, такие как источники загрязнения, труднодоступные и сложные для чистки места, и выявить отклонения его от идеального состояния, которые могут привести к несчастным случаям или дефектам, и пойти по правильному пути в решении обнаружившихся проблем.
2-й шаг. Принятие мер по источникам загрязнения, сложным и труднодоступным местам.
Необходимо ликвидировать источники появления пыли и грязи и, тем самым, предотвратить дальнейшее распространение загрязнения, а также облегчить доступ к труднодоступным и сложным в отношении чистки, смазки, затяжки соединений и проверки местам, попытаться сократить время на проведение этих работ.
3-й шаг. Подготовка временных норм чистки, смазки, проверки.
Целью данного шага является выработка таких обязательных для исполнения каждым сотрудником временных норм проводимых работ, чтобы чистка, смазка, затяжка соединений и проверка могли быть гарантированно выполнены за установленный короткий срок.
4-й шаг. Общая инспекция.
Главными задачей на этом этапе является достижение предельной эффективности использования оборудования. Для этого оператору необходимо разбираться в структуре, функциях и принципах работы оборудования, проводить проверку всех без исключения его узлов глазами «оператора, способного квалифицированно эксплуатировать и обслуживать оборудование», уметь обнаруживать скрытые дефекты и доводить состояние оборудования до желаемого.
5-й шаг. Самостоятельная инспекция.
На основе временных норм, установленных на 3-м и 4-м шагах, разрабатываются новые нормы самостоятельного обслуживания, соблюдение которых позволит повысить эффективность проверок, предупреждения появления ошибок и поддержания оборудования в должном состоянии.
Работы, проводимые на 5-м шаге развертывания самостоятельного обслуживания, базируются на опыте, накопленном на предыдущих шагах, и предполагают пересмотр операторами установленных ранее временных норм чистки, смазки, общей инспекции с точки зрения:
1) обеспечения нуля дефектов выпускаемой продукции;
2) повышения эффективности проверок;
3) сбалансированного соотношения проверочных и основных работ;
4) более широкого применения визуального контроля.
6-й шаг. Стандартизация.
На рабочих местах (производственных участках) наводится порядок в отношении материалов, оснастки, инструментов, средств измерений, приспособлений для чистки и проверки, средств транспортировки. Также туда включаются существующие нормы и записи. Необходимо проводить нормирование (стандартизацию) и повторение их и приложить все усилия для получения нуля потерь.
На этом этапе проводится обзор и систематизирование различных видов техобслуживания и контроля за приборами, такие как физическое распределение норм, данные по записям, средствам, нормам и т.д.
7-й шаг. Самостоятельное управление и самореализация.
На данном этапе уже с некой уверенностью, основанной на результатах, достигнутых проведенными изменениями в работе оборудования и персонала, тщательно провести самостоятельное управление, т.е. действия по предотвращению поломок и усовершенствованию оборудования каждым оператором самостоятельно.
Постоянно действующая программа совершенствования дополняется системой всеобщего ухода за оборудованием, или всеобщей эксплуатационной системой (от английского Total Productive Maintenance, ТРМ).
Рассказывая о TPM, японцы любят проводить аналогии с уходом за здоровьем человека. Для того, чтобы поддерживать здоровье на нужном уровне, надо много делать: следить за питанием, получать витамины, обеспечивать организм физическими нагрузками и т.д. Для оборудования это ежедневный контроль работы основных узлов, периодическая проверка износа деталей, своевременная смазка и т.д. Если человек простудился, то купит лекарства, возможно, раньше пойдет с работы, чтобы отдохнуть дома. По оборудованию тоже видно, когда оно «простудилось». Если человек не может вылечиться самостоятельно, значит, он обратится к врачу. То же самое и с оборудованием. Важно не забывать внимательно следить за оборудованием как за своим организмом. Если человеку нужна хирургическая операция, он уже обратиться к хирургу. Соответственно какие-то ремонтные работы операторы могут сделать сами, а некоторые только с помощью ремонтного персонала.
Отсюда в ТРМ участвуют и операторы, и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Очень важно наладить между ними тесное сотрудничество, а для этого потребуется очень четко разграничить выполняемые ими функции. Поскольку операторы постоянно находятся рядом с оборудованием, именно они первыми определяют посторонний шум или вибрацию двигателей, нехарактерный скрип приводных ремней и цепей, протечки масла и утечку воздуха. Операторы должны знать основные параметры своего оборудования и в течение каждой смены проверять, соответствуют ли они стандартам. При обнаружении в эксплуатируемом оборудовании малейших дефектов следует сразу же известить ремонтную службу, так как своевременное выявление и немедленное устранение возникающих проблем - ключевое условие исключения аварий или полной остановки дорогостоящих механизмов.
Обслуживающему персоналу нужно поддерживать тесный контакт с операторами, указывать им, на что следует обращать внимание при работе на оборудовании, чтобы быстро определять возможные проблемы. Основа ТРМ - составление графика профилактического техобслуживания, смазки, очистки и общей проверки. И руководство обязано обеспечить выполнение этих работ качественно и в срок. Методики ТРМ и 5S работают «рука об руку», чтобы обеспечить безопасность и высокую производительность на каждом рабочем месте, значительно уменьшая затраты от простоев оборудования.
Можно обучить операторов самостоятельному выполнению несложных видов ремонта и техобслуживания (например, при необходимости заменять ремни и шланги, добавлять масло или смазку). Операторы должны изменить свою производственную культуру, почувствовать себя рачительными хозяевами эксплуатируемого оборудования, осознать ответственность за него. Они должны воспринимать ремонтную бригаду как часть своей команды.
Большинство неисправностей возникает или на новом, или на старом оборудовании. А недостаточное внимание и ненадлежащее обслуживание ускоряют процесс его устаревания и сокращают срок службы. Работая сообща и определяя возникающие неисправности еще на начальных стадиях, команда операторов и специалистов по обслуживанию может значительно продлить срок службы оборудования, быстро локализуя проблемы, пока они не обусловили серьезных аварий и дорогостоящих простоев. Для обеспечения более эффективной поддержки в эту команду следует включить представителей руководства, которые определят необходимое количество профилактических остановок оборудования для выполнения планового техобслуживания. Руководство должно также следить за своевременным выделением денег на ремонтные работы.
Установить причины снижения производительности до того, как это приведет к полной остановке производства, помогает процедура документирования данных о полной эффективности оборудования (ОЕЕ, Overall Equipment Effectiveness). В большинстве случаев целесообразно регистрировать три параметра работы оборудования: готовность (процент времени, в течение которого оборудование в порядке и может начать работу в любой момент), производительность (скорость работы) и качество выхода.
Время, в течение которого конкретный станок не готов к выполнению основной работы по причине небольших остановок, поломок, планового техобслуживания или ожидания оператора, при расчете индекса готовности обычно не учитывается.

Итак,Общая эффективность оборудования (Overall Equipment Efficiency, OEE) - показатель, позволяющий комплексно оценить эффективность построения производственного процесса, за исключением входной и выходной логистики.
OEE = Доступность X Производительность X Качество
Доступность определяется как отношение между фактическим временем производства продукции и запланированным временем.

Производительность определяется как отношение между количеством выпущенных изделий и произведения номинальной скорости и рабочего времени.
Качество определяется как отношение количества произведенных изделий, исключая брак, и общим количеством изделий.
Подставив все значения в общую формулу, получаем:

После математических сокращений видим, что достаточно три значения для определения показателя ОЕЕ, но мы собираем информацию по всем, чтобы четко понимать, за счет чего мы можем повысить свою эффективность.
Параметры ТРМ можно включить в контрольный лист 5S или вынести на отдельный контрольный лист. Когда процессы ТРМ выполняются одновременно, все вовлеченные в них сотрудники несут коллективную ответственность.
Записи о полной эффективности оборудования должны быть понятны каждому, поэтому удобно использование в них диаграмм. Операторы должны регистрировать все фактические случаи остановки, независимо от их длительности и причин. Когда график ведется долго и без ошибок, регистрация повторяющихся проблем позволит выявить тенденции и наметить пути предотвращения производственных потерь.
Пример диаграммы с данными по ОЕЕ СБЕ МИ:

На некоторых заводах Компании для автоматизации процессов, составляющих часть ТРМ, связанных с повышением эффективности работы оборудования, используют информационную систему управления активами предприятия INFOR EAM.
С помощью информационной системы на заводах удалось существенно улучшить такие бизнес-процессы, как:
§ Контроль состояния и превентивное обслуживание
§ Планирование, анализ и управление работами по ТОиР
§ Закупка ТМЦ и управления складами ТМЦ
Улучшение данных бизнес-процессов в свою очередь позволяет сокращать простои производственной линии, а также затраты на обслуживание оборудования.
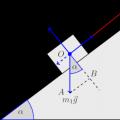 Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней
Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического
Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического Отклонения и допуски расположения поверхностей
Отклонения и допуски расположения поверхностей