Серый и белый чугун. Большая энциклопедия нефти и газа
Была впервые освоена в Китае еще в Х веке, после чего нашла широкое распространение в других странах мира. Основа чугуна - это сплав железа с углеродом и другими компонентами. Отличительной особенностью является то, что в своем составе чугун содержит более 2 % углерода в виде цементита, чего нет в других металлах. Ярким представителем такого сплава можно назвать белый чугун, который используется в машиностроении для изготовления деталей, в промышленности и в быту.
Внешний вид
Сплав обладает белым цветом на изломе и характерным металлическим блеском. Структура белого чугуна - мелкозернистая.
Свойства
В сравнении с другими металлами, железоуглеродистый сплав имеет такие характеристики и свойства:
- высокая хрупкость;
- повышенная твердость;
- высокое удельное сопротивление;
- низкие литейные свойства;
- низкая обрабатываемость;
- хорошая тепловая стойкость;
- большая усадка (до 2 %) и плохое заполнение ;
- низкая ударная устойчивость;
- высокая износостойкость.
Металлическая масса обладает большой коррозийной стойкостью в соляной или азотной кислоте. Если в структуре имеются свободные карбиды, то при помещении чугуна в серную кислоту будет наблюдаться коррозия.
Белые чугуны, в составе которых имеется меньший процент углерода, считаются более устойчивыми сплавами к высоким температурам. За счет повышенной механической прочности и вязкости, что появляются при воздействии высоких температур, минимизируется образование трещин в отливках.

Состав
Железоуглеродистый сплав считается более дешевым материалом, в сравнении со сталью. Белый чугун содержит в себе железо и углерод, что находятся в химически связанном состоянии. Избыточный углерод, который не присутствует в твердом растворе железа, содержится в объединенном состоянии в виде карбидов железа (цементит), а в легированном чугуне в виде специальных карбидов.
Виды
В зависимости от количества содержания углерода в белый чугун подразделяется на такие виды:
- Доэвтектический вмещает от 2,14 % до 4,3 % углерода и после полного охлаждения приобретает структуру перлита, вторичного цементита и ледебурита.
- Эвтектический содержит 4,3 % углерода и обладает структурой в виде светлого фона цементита, который усеян темными зернами перлита.
- Заэвтектический имеет от 4,3 % до 6,67 % углерода в своем составе.
Применение
Исходя из вышеперечисленных свойств, можно сделать вывод, что практиковать термическую и механическую обработку белого чугуна не имеет смысла. Свое основное применение сплав нашел только в виде отливки. Следовательно, наилучшие свойства белый чугун получает только при соблюдении всех условий отливки. Данный способ обработки активно применяется, если необходимо изготовить массивные изделия, которые должны обладать высокой поверхностной твердостью.

Помимо этого, производится отжиг белого чугуна, в результате чего получают ковкие чугуны, что служат для изготовления тонкостенного литья, например:
- автомобильных деталей;
- изделий для сельского хозяйства;
- деталей для тракторов, комбайнов и др.
Сплав также используют для изготовления плит с ребристой или гладкой поверхностью, а также активно применяют для и серого чугуна.
Применение белых чугунов в сельском хозяйстве в виде конструктивного металла довольно ограничено. Чаще всего железоуглеродистый сплав используется для изготовления деталей гидромашин, пескометов и других механизмов, которые могут функционировать в условиях повышенного абразивного изнашивания.
Отбеленные чугуны
Данный сплав считается разновидностью белых чугунов. Добиться отбела на 12-30 мм возможно с помощью быстрого охлаждения поверхности железоуглеродистого сплава. Строение материала: поверхностная часть выполнена из белого, серый чугун в сердцевине. Из такого материала изготавливают колеса, шары для мельниц, которые крепятся в станках для обработки листового проката.

Легирующие элементы сплава
Специально введенные легирующие вещества, добавленные в состав белого чугуна, способны придать большую износостойкость и прочность, коррозийную стойкость и жароупорность. В зависимости от количества добавленных веществ, различают такие :
- низколегированный сплав (до 2,5 % вспомогательных веществ);
- среднелегированный (от 2,5 % до 10 %);
- высоколегированный (более 10 %).
В сплав могут добавлять легирующие элементы:
- хром;
- сера;
- никель;
- медь;
- молибден;
- титан;
- ванадий,
- кремний;
- алюминий;
- марганец.
Легированный белый чугун обладает улучшенными свойствами и часто используется для отливки турбин, лопаток, мельниц, деталей для цементных и обычных печей, лопастей перекачивающих машин и др. Обрабатывается железоуглеродистый сплав в двух печах, что позволяет довести материал до определенного химического состава:
- в вагранке;
- в электроплавильных печах.
Отливки, выполненные из белого чугуна, подвергаются отжигу в печах для стабилизации необходимых размеров и снятия внутреннего напряжения. Температура отжига может повышаться до 850 градусов. Процесс нагрева и остывания в обязательном порядке должен производиться медленно.

Маркировка или обозначение белого чугуна с примесями начинается с буквы Ч. Какие именно легирующие элементы вмещаются в составе сплава, можно определить по последующим буквам маркировки. В названии могут быть цифры, которые обозначают количество в процентном выражении дополнительных веществ, что вмещаются в белом чугуне. Если в маркировке имеется обозначение Ш, то это обозначает, что в структуре сплава имеется графит шаровидной формы.
Виды отжига
Для образования белого чугуна в промышленности применяется скорое охлаждение сплава. На сегодня активно применяются такие основные виды отжига углеродистого сплава:
- смягчающий отжиг применяется преимущественно для увеличения в составе чугуна феррита;
- отжиг для снятия внутренних напряжений и минимизации фазовых превращений;
- графитизирующий отжиг, по итогу чего возможно получить ;
- нормализация при температурном режиме 850-960 градусов, в результате чего получают графит и перлит, а также увеличивается износостойкость и прочность.

Дополнительна информация
На сегодня доказано, что прямой зависимости не существует между износоустойчивостью и твердостью углеродистого сплава. Только за счет строения, а именно расположения карбидов и фосфидов в виде правильной сетки или в виде равномерных включений, достигается повышенная износоустойчивость.
На прочность белого чугуна наиболее интенсивно оказывает влияние количество углерода, а твердость зависит от карбидов. Наиболее большой прочностью и твердостью отличаются те чугуны, которые обладают мартенситной структурой.
Сплав железа с углеродом (>2,14 % С) называют чугуном. Присутствие эвтектики в структуре чугуна (см. рис. 87) обусловливает его использование исключительно в качестве литейного сплава. Углерод в чугуне может находиться в виде цементита или графита, или одновременно в виде цементита и графита. Цементит придает излому специфический светлый блеск. Поэтому чугун, в котором весь углерод находится в виде цементита, называют белым. Графит придает излому чугуна серый цвет, поэтому чугун называют серым. В зависимости от формы графита и условий его образования различают следующие чугуны: серый, высокопрочный и ковкий (см. рис. 101 и 102).
СЕРЫЙ И БЕЛЫЙ ЧУГУНЫ
Серый чугун (технический) представляет собой, по существу, сплав Fe-Si-С, содержащий в качестве постоянных примесей Mn, Р и S. В структуре серых чугунов большая часть или весь углерод находится в виде графита. Характерная особенность структуры серых чугунов, определяющая многие его свойства, заключается в том, что графит имеет в поле зрения микрошлифа форму пластинок (см. рис. 88). Наиболее широкое применение получили доэвтектические чугуны, содержащие 2,4- 3,8 % С. Чем выше содержание в чугуне углерода, тем больше образуется графита и тем ниже его механические свойства. В то же время для обеспечения высоких литейных свойств (хорошей жид- котекучести) должно быть не менее 2,4 % С.
Разрез тройной диаграммы состояния Fe-Si-С для постоянного содержания кремния (2 %) показан на рис. 99. В отличие от стабильной диаграммы Fe-С (см. рис. 87) в системе Fe-Si-С перитектическое (Ж+
Рис. 99.
Ж - жидкая фаза; А аустенит; Г * графит
F- 6-феррит-? А), эвтектическое (Ж-*А + Г) и эвтектоид- ное (А -? Ф + Г) превращения протекают не при постоянной температуре, а в некотором интервале температур.
Величина температурного интервала, в котором в равновесии с жидким сплавом находятся аустенит и графит, зависит от содержания кремния. Чем больше содержание кремния, тем шире эвтектический интервал температур.
Охлаждение чугуна в реальных условиях вносит существенные отклонения от условий равновесия. Структура чугуна в отливках зависит в первую очередь от химического состава (содержания углерода и кремния) и скорости кристаллизации.
Кремний способствует процессу графитизации, действуя в том же направлении, что и замедление скорости охлаждения. Изменяя, с одной стороны, содержание в чугуне углерода и кремния, а с другой - скорость охлаждения, можно получить различную структуру металлической основы чугуна. Структурная диаграмма для чугунов, показывающая, какой должна быть структура в отливке с толщиной стенки 50 мм, в зависимости от содер-

Рис. 100.
а - влияние С в Si; ни структуру чугуна: б - влияние скорости охлаждения (толщины отливкн) и суммы С + SI на структуру чугуна; I - белые чугуны; //- V - серые чу- гуны

Рис. 101.
а - белый чугун; б - перлитный серый чугун: в - ферритно-перлитный серый чугун; г - ферритный серый чугун
жания в чугуне кремния и углерода показана на рис. 100, а. При данном содержании углерода, чем больше в чугуне кремния, тем полнее протекает графитизация. Чем больше в чугуне углерода, тем меньше требуется кремния для получения заданной структуры.
В зависимости от содержания углерода, связанного в цементит, различают:
- 1. Белый чугун (рис. 100, а, /), в котором весь углерод находится в виде цементита Fe 3 C. Структура такого чугуна - перлит, ледебурит и цементит (рис. 100, а, I и 101, а).
- 2. Половинчатый ч>тун (рис. 100, а , //), большая часть углерода (>0,8 %) находится в виде Fe 3 C. Структура такого чугуна - перлит, ледебурит и пластинчатый графит С
- 3. Перлитный серый чугун (рис. 100, а, III) структура чугуна (рис. 101, б) - перлит и пластинчатый графит. В этом чугуне 0,7-0,8 °b С находится в виде Fe 3 C, входящего в состав перлита.
- 4. Ферритно-перлитный (рис. 100, а, /V) серый чугун. Структура такого чугуна (рис. 101, в ) - перлит, феррит и пластинчатый графит (составы см. на рис. 100, а, III). В этом чугуне в зависимости от степени распада эвтектоидного цементита в связанном состоянии находится от 0,7 до 0,1 % С.
- 5. Ферритный серый чугун (рис. 100, а, V ). Структура (рис. 101, г) - феррит и пластинчатый графит. В этом случае весь углерод находится в виде графита.
При данном содержании углерода и кремния графитизация протекает тем полнее, чем медленнее охлаждение. В производственных условиях скорость охлаждения удобно характеризовать по толщине стенки отливки. Чем тоньше отливка, тем быстрее охлаждение и в меньшей степени протекает графитизация (рис. 100, б).
Следовательно, содержание кремния надо увеличивать в отливке небольшого сечения, охлаждающейся ускоренно, или в чугуне с меньшим содержанием углерода. В толстых сечениях отливок, охлаждающихся медленнее, графитизация протекает полнее и содержание кремния может быть меньше. Количество марганца в чугуне не превышает 1,25-1,4 %. Марганец препятствует гра- фитизации, т. е. затрудняет выделение графита и повышает способность чугуна к отбеливанию - появлению, особенно в поверхностных слоях, структуры белого или половинчатого чугуна. Сера является вредной примесью, ухудшающей механические и литейные свойства чугуна. Поэтому ее содержание ограничивают до 0,1-0,2 %. В сером чугуне сера образует сульфиды (FeS, MnS) или их твердые растворы (Fe, Мп) S .
Механические свойства чугуна обусловлены его структурой, главным образом графитной составляющей. Чугун можно рассматривать как сталь, пронизанную графитом, который играет роль надрезов, ослабляющих металлическую основу структуры. В этом случае механические свойства будут зависеть от количества, величины и характера распределений включений графита.
Чем меньше графитных включений, чем они мельче и больше степень изолированности их, тем выше прочность чугуна. Чугун о большим количеством прямолинейных крупных графитных выделений, разделяющих его металлическую основу, имеет грубозернистый излом и низкие механические свойства. Чугун с мелкими
и завихренными графитными выделениями обладает более высокими свойствами.
Пластинки графита уменьшают сопротивление отрыву, временное сопротивление и особенно сильно пластичность чугуна. Относительное удлинение при растяжении серого чугуна независимо ог свойств металлической основы практически равно нулю (-"0,5 %). Графитные включения мало влияют на снижение предела прочности при сжатии и твердость, величина их определяется главным образом структурой металлической основы чугуна. При сжатии чугун претерпевает значительные деформации и разрушение имеет характер среза под углом 45°. Разрушающая нагрузка при сжатии в зависимости от качества чугуна и его структуры в 3-5 раз больше, чем при растяжении. Поэтому чугун рекомендуется использовать преимущественно для изделий, работающих на сжатие.
Пластинки графита менее значительно, чем при растяжении, снижают прочность и при изгибе, так как часть изделия испытывает сжимающие напряжения. Предел прочности при изгибе имеет промежуточное значение между пределом прочности на растяжение и на сжатие. Твердость чугуна 143-255 НВ.
Графит, нарушая сплошность металлической основы, делает чугун малочувствительным к всевозможным концентраторам напряжений (дефектам поверхности, надрезам, выточкам и т. д.). Вследствие этого серый чугун имеет примерно одинаковую конструктивную прочность в отливках простой формы или с ровной поверхностью и сложной формы с надрезами или с плохо обработанной поверхностью. Графит повышает износостойкость и антифрикционные свойства чугуна вследствие собственного «смазывающего» действия и повышения прочности пленки смазочного материала. Очень важно, что графит улучшает обрабатываемость резанием, делая стружку ломкой.
Металлическая основа в сером чугуне обеспечивает наибольшую прочность и износостойкость, если она имеет перлитную структуру (см. рис. 100, б). Присутствие в структуре феррита, не увеличивая пластичность и вязкость чугуна, снижает его прочность и износостойкость. Наименьшей прочностью обладает ферритный серый чугун.
Серый чугун маркируется буквами С - серый и Ч - чугун (ГОСТ 1412-85). После букв следуют цифры, указывающие минимальное значение временного сопротивления 10" 1 МПа (кгс/мм 2).
Серые чугуны по свойствам и применению можно разделить на следующие группы.
Ферритные и ферритно-перлитные чугуны (СЧ 10, СЧ 15, СЧ 18) имеют временное сопротивление 100-180 МПа (10- 18 кгс/мм 2), предел прочности при изгибе 280-320 МПа (28- 32 МПа). Их примерный состав: 3,5-3,7 % С; 2,0-2,6 % Si; 0,5--0,8 % Ми;
СЧ 15). Эти чугуны применяют для малоответственных деталей, испытывающих небольшие нагрузки в работе с толщиной стенки отливки 10-30 мм. Так, чугун СЧ 10 используют для строительных колонн, фундаментных плит, а чугуны СЧ 15 и СЧ 18 -для литых малонагруженных деталей сельскохозяйственных машин, станков, автомобилей и тракторов, арматуры и т. д.
Перлитные чугуны (СЧ 21, СЧ 24, СЧ 25, СЧ 30, СЧ 35) применяют для ответственных отливок (станин мощных станков и механизмов, поршней, цилиндров, деталей, работающих на износ в условиях больших давлений, компрессоров, арматуры, дизельных цилиндров, блоков двигателей, деталей металлургического оборудования и т. д.) с толщиной стенки до 60-100 мм . Структура этих чугунов - мелкопластинчатый перлит (сорбит) с мелкими завихренными графитными включениями. К перлитным относятся так называемые сталистые и модифицированные чугуны.
При выплавке сталистых чугунов СЧ 24, СЧ 25 в шихту добавляют 20-30 % стального лома; чугуны имеют пониженное содержание углерода, что обеспечивает получение более дисперсной перлитной основы с меньшим количеством графитных включений. Примерный состав: 3,2-3,4 % С; 1,4-2,2 % Si; 0,7-
1,0 % Мп; % Р;
Модифицированные чугуны (СЧ 30, СЧ 35) получают при добавлении в жидкий чугун перед разливкой специальных добавок- модификаторов (графит, 75 %-ный ферросилиций, силико- кальций в количестве 0,3-0,8 % и т. д.). Модифицирование применяют для получения в чугунных отливках с различной толщиной стенок перлитной металлической основы с вкраплением небольшого количества изолированных пластинок графита средней величины.
Модифицированию подвергают низкоуглеродистый чугун, содержащий сравнительно небольшое количество кремния и повышенное количество марганца и имеющий без введения модификатора структуру половинчатого чугуна, т. е. ледебурит, перлит и графит. Примерный химический состав чугуна: 2,2-3,2 % С; 1,0-2,9 % Si; 0,2-1,1 % Мп;
Для снятия литейных напряжений и стабилизации размеров чугунные отливки отжигают при 500-600 °С. В зависимости от формы и размеров отливки выдержка при температуре отжига составляет 2-10 ч. Охлаждение после отжига медленное, вместе о печью. После такой обработки механические свойства изменяются мало, а внутренние напряжения снижаются на 80-90 %. Иногда для снятия напряжений в чугунных отливках применяют естественное старение чугуна - выдержку их на складе в течение 6-10 месяцев; такая выдержка снижает напряжения на 40-50 % .
Антифрикционные чугуны применяют для изготовления подшипников скольжения, втулок и других деталей, работающих при трении о металл, чаще в присутствии смазочного материала. Эти чугуны должны обеспечивать низкое трение (малый коэффициент трения), т. е. антифрикционность. Антифрикционные свойства чугуна определяются соотношением перлита и феррита в основе, а также количеством и формой графита. Антифрикционные чугуны изготовляют следующих марок :
АЧС-1 (3,2-3,6 % С; 1,3-2,0 % Si; 0,6-1,2 % Мп; 0,15- 0,4% Р; % Сг; 1,5-2,0 % Си); АЧС-2 (3,2-3,8% С; 1,4-2,2% Si; 0,3-1% Мп; 0,15-0,4 % Р; % Ti; 0,2- 0,5 % Си) и АЧС-3 (3,2-3,8 % С; 1,7-2,6 % Si; 0,3-0,7 % Мп; 0,15-0,4% Р; 0,2-0,5 % Си;
Детали, работающие в паре с закаленными или нормализованными стальными валами, изготовляют из перлитных серых чугу- нов АЧС-1 и АЧС-2; для работы в паре с термически необработанными валами применяют перлитно-ферритный чугун АЧС-3.
Перлитный чугун, содержащий повышенное количество фос^ фора (0,3-0,5 %), используют для изготовления поршневых колец. Высокая износостойкость колец обеспечивается металлической основой, состоящей из тонкого перлита и равномерно распределенной фосфидной эвтектики при наличии изолированных выделений пластинчатого графита.
- Графит кристаллизуется в виде довольно сложных форм (см. рис. 88, б, о),но сечение их плоскостью микрошлифа дает вид пластинок.
- 2 В белых чугунах возможно образование эвтектики (Fe + FeS) и растворение серы в FeaC.
- Чем больше толщина стенок отливки, тем ниже механические свойства. 149
- А - антифрикционный, Ч - чугун, С - серый.
В машиностроении применяют отливки из серого, ковкого и высокопрочного чугуна. Эти чугуны отличаются от белого чугуна тем, что у них весь углерод или большая его часть находится в сво-бодном состоянии в виде графита (а у белого чугуна весь углерод находится в виде цементита).
Структура указанных чугунов состоит из металлической основы аналогично стали (перлит, феррит) и неметаллических включений — графита.
Серый, ковкий и высокопрочный чугуны отличаются друг от дру-га в основном формой графитовых включений. Это и определяет раз-личие механических свойств указанных чугунов.
У серого чугуна графит (при рассмотрении под микро-скопом) имеет форму пластинок.
Графит обладает низкими механическими свойствами. Он нару-шает сплошность металлической основы и действует как надрез или мелкая трещина. Чем крупнее и прямолинейнее формы графи-товых включений, тем хуже механические свойства серого чугуна.
Основное отличие высокопрочного чу-гуна заключается в том, что графит в нем имеет шаровидную (ок-ругленную) форму. Такая форма графита лучше пластинчатой, так как при этом значительно меньше нарушается сплошность металли-ческой основы.
Ковкий чугун получают длительным отжигом отливок из белого чугуна, в результате которого образуется графит хлопьевид-ной формы — углерод отжига.
Механические свойства рассматриваемых чугунов можно улуч-шить термической обработкой. При этом необходимо помнить, что в чугунах создаются значительные внутренние напряжения, поэто-му нагревать чугунные отливки при термической обработке следу-ет медленно, чтобы избежать образования трещин.
Отливки из чугуна подвергают следующим видам термической обработки.
Низкотемпературный отжиг. Чтобы снять внутренние напря-жения и стабилизовать размеры чугунных отливок из серого чугуна, применяют естественное старение или низкотемпературный от-жиг.
Более старым способом является естественное старе-ние , при котором отливка после полного охлаждения претерпева-ет длительное вылеживание — от 3—5 месяцев до нескольких лет. Естественное старение применяют в том случае, когда нет требуемо-го оборудования для отжига. Этот способ в настоящее время почти не применяют; производят главным образом низкотемпературный отжиг. Для этого отливки после полного затвердевания укладыва-ют в холодную печь (или печь с температурой 100—200° С) и вместе с ней медленно, со скоростью 75—100° С в час нагревают до 500— 550° С, при этой температуре их выдерживают 2—5 часов и охлаж-дают до 200° С со скоростью 30—50° в час, а затем на воздухе.
Графитизирующий отжиг .
При отливке изделий возможен час-тичный отбел серого чугуна с поверхности или даже по всему сечению. Чтобы устранить отбел и улучшить обрабатываемость чугуна, производится высокотемпературный графитизирующий отжиг с вы-держкой при температуре 900—950° С в течение 1—4 часов и охлаж-дением изделий до 250—300° С вместе с печью, а затем на воздухе. При таком отжиге в отбеленных участках цементит Fe 3 Cраспадает-ся на феррит и графит, вследствие чего белый или половинчатый чугун переходит в серый.
Нормализация.
Нормализации подвергают отливки простой фор-мы и небольших сечений. Нормализация проводится при 850—900° С с выдержкой 1—3 часа и последующим охлаждением отливок на воз-духе. При таком нагреве часть углерода-графита растворяется в аустените; после охлаждения на воздухе металлическая основа полу-чает структуру трооститовидного перлита с более высокой твер-достью и лучшей сопротивляемостью износу. Для серого чугуна нормализацию применяют сравнительно редко, более широко приме-няют закалку с отпуском.
Закалка.
Повысить прочность серого чугуна можно его закалкой. Она производится с нагревом до 850—900° С и охлаждением в воде. Закалке можно подвергать как перлитные, так и ферритные чугу-ны. Твердость чугуна после закалки достигает НВ 450—500. В структуре закаленного чугуна имеются мартенсит со значительным количеством остаточного аустенита и выделения графита. Эффек-тивным методом повышения прочности и износоустойчивости серого чугуна является изотермическая закалка, которая производится ана-логично закалке стали.
Высокопрочные чугуны с шаровидным графитом можно под-вергать пламенной или высокочастотной поверхностной закалке. Чугунные детали после такой обработки имеют высокую поверхностную твердость, вязкую сердцевину и хорошо сопротивляются ударным нагрузкам и истиранию.
Легированные серые чугуны и высокопрочные магниевые чугуны иногда подвергают азотированию. Поверхностная твердость азоти-рованных чугунных изделий достигает HV600—800° С; такие дета-ли имеют высокую износоустойчивость. Хорошие результаты дает сульфидирование чугуна; так, например, сульфидированные порш-невые кольца быстро прирабатываются, хорошо сопротивляются ис-тиранию, и срок их службы повышается в несколько раз.
Отпуск.
Чтобы снять закалочные напряжения, после закалки производят отпуск. Детали, предназначенные для работы на истира-ние, проходят низкий отпуск при температуре 200—250° С. Чугун-ные отливки, не работающие на истирание, подвергаются высокому отпуску при 500—600° С. При отпуске закаленных чугунов твер-дость понижается значительно меньше, чем при отпуске стали. Это объясняется тем, что в структуре закаленного чугуна большое ко-личество остаточного аустенита, а также тем, что в нем содержится большое количество кремния, который повышает отпускоустойчивость мартенсита.
Для отжига на ковкий чугун применяют белый чугун примерно следующего химического состава: 2,5—3,2% С; 0,6—0,9% Si; 0,3— 0,4% Μη; 0,1-0,2% Ρ и 0,06-0,1% S.
Существуют два способа отжига на ковкий чугун:
графитизирующий отжиг в нейтральной среде, основанный на разложении цементита на феррит и углерод отжига;
обезуглероживающий отжиг в окислительной среде, основанный на выжигании углерода.
Отжиг на ковкий чугун по второму способу занимает 5—6 суток, поэтому в настоящее время ковкий чугун получают главным обра-зом графитизацией. Отливки, очищенные от песка и литников, упаковывают в металлические ящики либо укладывают на поддоне, а затем подвергают отжигу в методических, камерных и других от-жигательных печах.
Процесс отжига состоит из двух стадий графитизации. Первая стадия заключается в равномерном нагреве отливок до 950—1000° С свыдержкой 10—25 часов; затем температуру понижают до 750— 720° С при скорости охлаждения 70—100° С в час. На второй ста-дии при температуре 750—720° С дается выдержка 15—30 часов, затем отливки охлаждаются вместе с печью до 500—400° С и при этой температуре извлекаются на воздух, где охлаждаются с произ-вольной скоростью. При таком ступенчатом отжиге в области темпе-ратур 950—1000° С идет распад (графитизация) цементита. В ре-зультате отжига по такому режиму структура ковкого чугуна пред-ставляет собой зерна феррита с включениями гнезд углерода отжи-га — графита.
Перлитный ковкий чугун получается в результате неполного от-жига: после графитизации при 950—1000° С чугун охлаждается вместе с печью. Структура перлитного ковкого чугуна состоит из перлита и углерода отжига.
Чтобы повысить вязкость, перлитный ковкий чугун подвергают сфероидизации при температуре 700—750° С, что создает структуру зернистого перлита.
Чтобы ускорить процесс отжига на ковкий чугун, изделия из белого чугуна подвергают закалке, затем проводят графитизацию при 1000—1100° С Ускорение графитизации закаленных чугунов при отжиге объясняется наличием большого количества центров графитизации, образовавшихся при закалке. Это дает возможность сократить время отжига закаленных отливок до 15—7 часов.
Термическая обработка ковкого чугуна.
Чтобы повысить проч-ность и износоустойчивость, ковкие чугуны подвергают нормализа-ции или закалке с отпуском. Нормализация ковкого чугуна произ-водится при 850—900° С с выдержкой при этой температуре 1—1,5 часа и охлаждением на воздухе. Если заготовки имеют повышенную твердость, их следует подвергать высокому отпуску при 650—680° С с выдержкой 1—2 часа.
Белый чугун — это разновидность чугуна, которая в своём составе содержит углеродные соединения. В этом сплаве они называются цементитами. Своё название подобный металл получил благодаря характерному белому цвету и блеску, который хорошо виден на изломе. Этот блеск проявляется благодаря тому, что в составе подобного чугуна отсутствуют большие включения графита. В процентном отношении, он составляет не более 0,3%. Поэтому обнаружить его можно только спектральным или химическим анализом.
Состав и виды белого чугуна
Белый чугун состоит из так называемой цементитной эвтектики. В связи с этим его делят на три категории:
- Доэвтектические. Это такие сплавы, в которых углерод не превышает 4,3% от общего состава. Он получается после полного остывания. В итоге приобретает характерную структуру таких элементов как перлит, вторичный цементит и ледебурит.
- Эвтектические. У них содержание углерода равняется 4,3%.
- Заэвтектический белый чугун. Содержание превышает 4,35% и может достигать 6,67%.
Кроме приведенной классификации его разделяют на обыкновенный, отбеленный и легированный.
Внутренняя структура белого чугуна представляет собой сплав двух элементов: железа и углерода. Несмотря на высокотемпературное производство в нём сохраняется структура с мелкой зернистостью. Поэтому если надломить деталь из такого металла будет наблюдаться характерный белый цвет. Кроме этого, в структуре доэвтектического сплава, например, твёрдых марок, кроме перлита и вторичного цементита всегда присутствует цементит. Его процентное содержание может приближаться к 100%. Это характерно для эвтектического металла. Для третьего вида структура представляет собой состав из эвтектики (Л п) и первичного цементита.
Одной из разновидностей подобных сплавов является так называемый отбелённый чугун. Его основу, то есть сердцевину, составляет серый или высокопрочный чугун. Поверхностный слой содержит высокий процент таких элементов, как ледебурит и перлит. Эффекта отбеливания глубиной до 30 мм добиваются, используя метод быстрого охлаждения. В результате поверхностный слой получается из белого цвета, а далее отливка состоит из обыкновенного серого сплава.

В зависимости от процентного содержания легированных добавок, различают следующие виды металла:
- низколегированные (в них содержится легирующих элементов не более 2,5%);
- среднелегированные (процент подобных элементов достигает 10%);
- высоколегированные (в них количество легирующих добавок превышает 10%).
В качестве легирующих добавок применяют достаточно распространённые элементы. Полученный таким образом легированный белый чугун приобретает новые, заранее заданные свойства.
Свойства белого чугуна
Любой чугунный сплав, с одной стороны, очень прочный, но в то же время обладает достаточной хрупкостью. Поэтому в качестве основных положительных свойств белого чугуна можно выделить:
- Высокую твёрдость. Это значительно затрудняет обработку деталей, в частности, резанием.
- Очень высокое удельное сопротивление.
- Отличную износостойкость.
- Хорошую стойкость к повышенному тепловому воздействию.
- Достаточную коррозийную стойкость, в том числе, к различным кислотам.
Белые чугуны, с пониженным процентом углерода, обладают большей устойчивостью к высоким температурам. Это свойство используется для снижения количества трещин в отливках.

К недостаткам следует отнести:
- Низкие литейные свойства. Он имеет плохое заполнение отливочных форм. Во время заливки могут образовываться внутренние трещины.
- Повышенная хрупкость.
- Плохая обрабатываемость самих отливок и деталей из белого чугуна.
- Большая усадка, которая может достигать 2%.
- Низкая стойкость к ударным воздействиям.
Ещё одним недостатком является плохая свариваемость. Проблемы в сварке деталей из подобного материала вызваны тем, что в момент сварки происходит образование трещин, как при нагреве, так и при охлаждении.
Маркировка белого чугуна
Для маркировки белого чугуна применяют буквы русского алфавита и цифры. Если в нём имеются примеси, то маркировка начинается с буквы «Ч». Состав имеющихся легирующих добавок можно определить по последующим буквам П, ПЛ, ПФ, ПВК. Они свидетельствую о наличии кремния. Если полученный металл обладает повышенной износостойкостью, то его маркировка будет начинаться с буквы «И», например ИЧХ, ИЧ. Например, наличие в маркировке обозначения «Ш», означает, что в структуре сплава имеется графит шаровидной формы.
Цифры указывают на количество дополнительных веществ, присутствующих в белом чугуне.
Марка ЧН20Д2ХШ расшифровывается следующим образом. Это жаропрочный высоколегированный металл. Он содержит следующие элементы: никеля — 20%, меди — 2%, хрома — 1%. Остальные элементы — это железо, углерод, графит шаровидной формы.
Область применения
Этот сплав используют в следующих отраслях: машиностроение, станкостроение, судостроение. Из него производят некоторые элементы бытовых изделий. В машиностроении из него изготавливают: детали грузовых и легковых автомобилей, тракторов, комбайнов и другой сельскохозяйственной техники. Применение легирующих добавок позволяет получать специально заданные свойства. Например, используют при изготовлении плит с различной формой поверхности.

Отбелённый чугун имеет достаточно ограниченную область применения. Из него производят детали несложной конфигурации. Например: шары для мельниц, колеса различного назначения, детали для прокатных станов.
Широкое применение он получил при производстве деталей таких крупных агрегатов, как гидравлические и формовочные машины, другие промышленные механизмы этого направления. Специфическая особенность их работы заключается в том, что они постоянно подвергаются воздействию абразивного материала.
Структура и свойства чугунов.
Чугунами называют железоуглеродистые сплавы, содержащие более 2,14% углерода. В машиностроении чугун является одним из основных литейных материалов, что объясняется прежде всего его хорошими литейными и прочностными свойствами. Он не подвергается обработке давлением. Главным фактором, определяющим свойства, а, следовательно, и область применения чугуна, является его структура, которая может быть разнообразной.
По структуре чугуны делят на белые,серые, ковкие и высокопрочные.
9.1. Белые чугуны.
Белым называется чугун, в котором весь углерод находится в химически связанном состоянии в виде цементита Fe 3 C, который придает излому чугуна белый блестящий цвет.
Фазовые превращения в этих чугунах протекают согласно метастабильной диаграмме Fе - Fe 3 С (см. рис.23). По структуре белые чугуны делятся на:
а) доэвтектические, содержащие от 2,14 до 4,3 С. Они состоят из перлита, ледебурита и вторичного цементита, выделяющегося из зерен аустенита в интервале температур от 1147° (линия ЕС) до 727° (линия SК). Вторичный цементит сливается с цементитом ледебурита и может быть не виден на микрошлифе как самостоятельная структурная составляющая (рис. 51,а);
б) эвтектические, содержащий 4,3% С. Он состоит из эвтектики -ледебурита, представляющего собой механическую смесь цементита и перлита (рис. 51,б);
В) заэвтектические, содержащие от 4,3% до 6,67% С. Они состоят из первичного цементита, выделяющегося в виде крупных пластин и ледебурита (рис. 51, в).


Рис. 51.Структура белого чугуна: а) доэвтектического б) эвтектического в) заэвтектического
В микроструктуре белого чугуна содержится много цементита, поэтому он очень тверд и хрупок, но хорошо сопротивляется износу. Он почти не поддается обработке резанием (за исключением абразивного), поэтому белые чугуны не находят непосредственного применения в машиностроении, их используют редко, только для изготовления деталей, работающих в условиях повышенного абразивного изнашивания (детали гидромашин, пескометов и др.). Будучи главным продуктом доменной плавки, этот чугун используется вметаллургии для передела в сталь (передельный чугун). В незначительном количестве белый чугун применяется также для получения ковкого чугуна.
9.2. Серые чугуны.
Серым называется чугун, в котором углерод находится в виде гра- фита, имеющего форму слегка изогнутых пластин или чешуек, или разветвленных розеток с пластинчатыми лепестками. Вследствие большого количества графита в структуре такой чугун в изломе имеет серый цвет.
Кремний способствует процессу графитизации, уменьшает усадку, кремний входит в состав феррита, образуя с α-железом твердый раствор замещения.
Марганец увеличивает склонность чугуна к сохранению цементита, а следовательно, и увеличивает твердость чугуна.
Сера - вредная примесь чугунов, она повышает их твердость и хрупкость в 5-6 раз больше, чемMn и значительно ухудшает литейные свойства.
Фосфор в небольших количествах в чугунах является полезной примесью (в отличие от сталей), улучшает литейные свойства серого чу- гуна, так как фосфор образует эвтектику Fe+Fe 2 P, плавящуюся при тем- пературе 983°С, что ценно для производства тонкостенного дутья. Химический состав серых чугунов: 2,5…4% С; 1,0…4,8% Si; 0,5…0,7% Mn; до 0,12% S; 0,2…0,5% P.
По структуре металлической основы серые чугуны подразделяют в основном на следующие группы;
1. Перлитные. Структура П+ПГ (пластинчатый графит), металлическая основа - П, а количество связанного углерода (Fe 3 C) равно эвтектоидной концентрации 0,8% (рис. 52, а).
2. Ферритно-перлитные. Структура Ф +П+ПГ, металлическая основа их состоит из Ф + П, а количество Fe 3 C меньше эвтектоидной концентрации (рис. 52, б).
3. Ферритные. Структура Ф + ПГ. Основа их состоит из Ф, а Fe 3 C=0 (рис. 52, в).



Рис.52.Структура серого чугуна: а)перлитного б) ферритно-перлитного в)ферритного
Механические свойства чугуна зависит от свойства металлической основы, количества и размеров графитных включений. При конструировании деталей машин следует учитывать, что серые чугуны работают на сжатие лучше, чем на растяжение. Они мало чувствительны к надрезам при циклическом нагружении, хорошо поглощают колебания при вибрациях, обладают высокими антифрикционными свойствами из-за смазывающей способности графита. Серые чугуны хорошо обрабатываются резанием, дешевы и просты в изготовлении. Наряду с этими положительными свойствами они имеют сравнительно невысокую прочность и чрезвычайно низкую пластичность.
Марка серого чугуна состоит из букв СЧ (серый чугун) и цифры, показывающей уменьшенное в 10 раз значение (в мегапаскалях) временного сопротивления при растяжении (табл.7).
Прочность чугуна существенно зависит от толщины стенки отливки. Указанное в марке значение σ в соответствует отливкам с толщиной стенки 15 мм. При увеличении толщины стенки от 15 до 150 мм прочность и твердость чугуна уменьшаются почти в два раза.
Графит, ухудшая механические свойства, в то же время придает чугунам ряд ценных свойств. Он измельчает стружку при обработке ре- занием, оказывает смягчающее действие и, следовательно, повышает из- носостойкость чугунов, придает им демпфирующую способность. Кроме того, пластинчатый графит обеспечивает малую чувствительность чугу- нов к дефектам поверхности. Благодаря этому сопротивления усталости чугунных и стальных деталей соизмеримы.
Согласно ГОСТ 1412-85 отливки изготавливают из серого чугуна следующих марок: СЧ10, СЧ15, СЧ18, СЧ20, СЧ25, СЧ30, СЧ35. Цифры в обозначении марки соответствуют минимальному пределу прочности при растяжении (σ в, кгс/мм 2). Чугун СЧ10 - ферритный, а начиная с СЧ25 и более - перлитные, промежуточные - ферритно-перлитные.
Из ферритных чугунов изготавливают в основном неответственные детали, к которым предъявляются главным образом требования хорошей обрабатываемости резанием, а не прочности, например, плиты, грузы, корыта, крышки, кожухи и др.
Из ферритно-перлитных чугунов в автомобилестроении изготавливают картеры, тормозные барабаны, крышки, поршни, поршневые кольца, крупные шкивы, зубчатые колеса и др.
Из перлитных - блоки цилиндров, гильзы, маховики и др. В станкостроении серый чугун является основным конструкционным материалом (станины станков, столы и верхние салазки, шпиндельные бабки, колонки, каретки и т.д.), К износостойким относится отбеленный серый чугун(0Ч), имеющий тонкий поверхностный слой со структурой белого чугуна. применяется для изготовления отливок прокатных валков, вагонных колёс и т.д.
Ковкие чугуны.
Название "ковкий чугун" является условным, поскольку изделия из него, как и из любого другого чугуна изготавливают не ковкой, а литьем. Название "ковкий" этот чугун получил вследствие более высоких, по сравнению с серыми чугунами пластических свойств.
Принципиальная схема технологии получения деталей из ковкого чугуна состоит из двух операций. Сначала путем отливки из белого доэвтектического чугуна получают детали (рекомендуемый химический состав заливаемого в формы сплава: 2,4...2,9% С; 1,0...1,6% Si ; 0,3...1,0% Мn ; ≤ 0,1% S; ≤ 0,2% Р, затем полученные отливки подвергают специальному графитизирующему отжигу (томлению). Отжиг состоит обычно из двух стадий (рис. 53).
Вначале отливки из белого чугуна (чаще упакованные в ящики с песком) медленно нагревают в течение 20...25 ч до температуры 950...1050°С. И при этой же температуре длительно их выдерживают (в течение 10...15 ч). В этот период протекает первая стадия графитизации, т.е. распад цементита, входящего в состав ледебурита(А +Fe 3 С), и установление стабильного равновесия аустенит + графит.
В результате распада цементита образуется хлопьевидный графит (углерод отжига).
Металлическая основа чугуна формируется на второй стадии отжига при эвтектоидном превращении. В случае непрерывного охлаждения отливки (на воздухе) в области эвтектоидной (727°С) температуры аустенит распадается на перлит и процесс графитизации не успеет охватить цементит перлита. Чугун принимает структуру: перлит пластинчатый + хлопьевидный графит (ХГ) Он обладает высокими твердостью, прочностью и небольшой пластичностью (НВ 235...305, σ в = 650... 680 МПа, δ = 3,0...15%). Для повышения пластичности при сохранении достаточно высокой прочности проводится непродолжительная (2...4 ч) изотермическая выдержка чугуна или замедленное охлаждение при температурах 690...650°С. Это вторая стадия отжига, представляющая собой в данном случае отжиг на зернистый перлит.

Рис. 53. График отжига белого чугуна на ковкий
В машиностроении широко применяется ферритный ковкий чугун, характеризующийся высокой пластичностью (δ = 10...12%) и относи -тельно низкой прочностью (σ в = 370...300 МПа). Ферритная основа чугуна образуется при очень медленном прохождении интервала 760... 720° С или в процессе изотермической выдержки при 720...700°С. Здесь аустенит и цементит, в том числе и цементит перлита, если перлит успел обрадоваться, распадается на феррит + хлопьевидный графит. Хлопьевидная форма графита является основной причиной более высокой прочности и пластичности ковкого чугуне по сравнению с серым чугуном (см. табл.7).
Продолжительность отжига в целом составляет 48...96 ч (длительность II стадии примерно в 1,5 раза больше, чем I). Для сокращения продолжительности отжига в расплав перед его разливкой по формам (вводится (модифицируют) алюминий (реже бор, висмут и др.), что создает дополнительные искусственные центры образования графита. Согласно ГОСТ 1215-79 выпускают следующие марки ковких чугунов КЧ30-8 , КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5. Первые две цифры соответствуют минимальному пределу
прочности при растяжении (σ в,кгс/мм 2); цифры после тире - относительное удлинение (δ , % )
Ковкие чугуны применяются для деталей, работающих при ударных вибрационных нагрузках (ступицы, тормозные колодки, коленчатые валы, крюки, картеры редукторов и др.).
Основным недостатком получения КЧ является длительный отжиг отливок и ограничение толщины их стенок (до 50 мм). В пассивных деталях в результате замедленного охлаждения при кристаллизации возникает пластинчатый графит (вместо хлопьевидного), который снижает прочность и пластичность чугуна.
Таблица 7. Механические свойства чугунов.
Серые чугуны (ГОСТ 1412 - 85)
| СЧ 10 | - | - | -190 | Ф | |
| СЧ 15 | - | - | 163-210 | Ф | |
| СЧ 25 | - | - | 180-245 | Ф+П | |
| СЧ 35 | - | - | 220-275 | П |
Высокопрочные чугуны (ГОСТ 7293 - 85)
| ВЧ 35 | 140-170 | Ф | |||
| ВЧ 45 | 140-225 | Ф+П | |||
| ВЧ 60 | 192-227 | Ф+П | |||
| ВЧ 80 | 248-351 | П | |||
| ВЧ 100 | 270-360 | Б |
Ковкие чугуны (ГОСТ 1215 – 79
| КЧ 30 – 6 | - | 100-163 | Ф+до10%П | ||
| КЧ 35 – 8 | - | 100-163 | |||
| КЧ37 – 12 | - | 110-163 | |||
| КЧ45 – 7 | - | 150-207 | |||
| КЧ 60 - 3 | - | 200-269 | П+до20%Ф | ||
| КЧ 80-1,5 | - | 1,5 | 270-320 |
9.4. Высокопрочные чугуны.
Высокопрочный чугун получают при модифицировании (микролегировании жидкого чугуна магнием (0,1...0,5%) или церием (0,2...0,3%). При этом под действием магния графит в процессе кристаллизации принимает не пластинчатую, а шаровидную форму. Микроструктура модифицированного чугуна на ферритной и на перлитной основе приведена на рис. 54, а, б.

Рис. 54. Структура высокопрочного чугуна: а)ферритного б) перлитного
Основной причиной высоких механических свойств высокопрочного чугуна (табл. 7) является шаровидная форма графита. Шаровидный графит, имеющий минимальную поверхность при данном объеме, значительно меньше ослабляет металлическую основу чугуна, чем пластинчатый графит. В отличие от последнего он не является активным концентратором напряжений.
Согласно ГОСТ 7293-85, отливки изготавливают из высокопрочного чугуна следующих марок: ВЧ35, ВЧ40, ВЧ45, ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ100 (цифры в обозначении соответствуют минимальному пределу прочности при растяжении σ в, кгс/мм 2)
Высокопрочный чугун имеет высокие механические характеристики, обладает хорошими литейными и технологическими свойствами. Он применяется как новый материал и как заменитель стали, ковкого и серого чугуна с пластинчатым графитом. По сравнению со сталью обладает большей износостойкостью, лучшими антифрикционными и антикоррозионными свойствами, лучшей обрабатываемостью резанием, Вследствие меньшей плотности отливки легче стальных на 8...10%. Из высокопрочного чугуна, в отличие от ковкого, можно отливать детали любого сечения, массы и размеров.
Области применения: в станкостроении - суппорты, резцедержатели, тяжелые планшайбы, шпиндели, рычаги и др.; для прокатного и кузнечно-прессового оборудования - прокатные валки, станины прокатных станов и ковочных молотов, шаботы, траверсы прессов; для других видов оборудования - барабаны тельферов экскаваторов, коленчатые валы и т.д.
9.5. Легированные чугуны.
Требования к легированным чугунам для отливок с повышенной жаростойкостью, коррозионной стойкостью, износостойкостью или жаропрочностью регламентированы ГОСТ 7769-82. Марки легированных чугунов и их свойства приведены в табл. 8.
Легированные чугуны подвергаются термической обработке для обеспечения необходимых свойств и структуры.
Важным свойством легированных чугунов является сопротивление износу.
В качестве антифрикционных используются чугуны по ГОСТ 1585-85. Они предназначены для изготовления деталей, работающих в узлах трения со смазкой. Стандарт определяет марки антифрикционных чугунов, их химический состав, характеристики, назначение, форму, размер и распределение графита, дисперсность перлита, характер распределения фосфидной эвтектики, твердость и предельные режимы эксплуатации деталей из этих чугунов. Основой их является железо, постоянные компоненты, %: 2,2-4,3 С; 0,5-4,0 Si; 0,3-12,5 Mn. Допускаются примеси, % : 0,1-1 Р; 0,03-0,2 S.
Марки антифрикционных чугунов, их характеристики и на значение представлены в табл. 9.
Таблица 8.
Марки и свойства легированных чугунов(ГОСТ 7769-82)
| Марка чугуна | Свойства |
| ЧХ1, ЧХ2, ЧХ3 | Чугуны, обладающие повышенной коррозионной стойкостью в газовой, воздушной и щелочной средах в условиях трения и износа, жаростойкие в воздушной среде, выдерживают температуру от 500 до 700˚. предназначены дл изготовления деталей металлургического производства, кокилей стеклоформ, деталей химического оборудования и др. |
| ЧХ3Т, ЧХ9Н5, ЧХ22, ЧХ16М2, ЧХ28Д2 | Чугуны, обладающие повышенной стойкостью против абразивного износа и истирания |
| ЧХ22С | Этот чугун характеризуется повышенной коррозионной стойкостью при температуре 1000˚С |
| ЧС13, ЧС15, ЧС17, ЧС15МА, ЧС17М3 | Устойчивы к воздействию концентрированных и разбавленных кислот, растворов щелочей, солей |
| ЧГ6С3Ш, ЧГ7Х4 | Чугуны, обладающие высокой стойкостью в абразивной среде |
| ЧГ8Д3 | Немагнитный износостойкий чугун |
| ЧНХТ, ЧНХМД, ЧН2Х, ЧНМШ | Чугуны с высокими механическими свойствами, хорошо сопротивляются износу и коррозии |
| ЧН15Д3Ш, ЧН19Х3Ш, ЧН11Г7Ш, ЧН20Д2Ш, ЧН15Д7 | Чугуны, обладающие высокими механическими свойствами, высокой коррозионной и эрозионной стойкостью в щелочах, слабых растворах кислот, в морской воде. Чугун ЧН20Д2Ш может быть пластически деформирован в холодном состоянии |
Таблица 9.
Марки антифрикционных чугунов, их свойства и назначение
(ГОСТ 1585-85)
| Марка чугуна | Свойства и назначение |
| АЧС-1 | Перлитный чугун, легированный хромом (0,2-0,5 %) и медью (0,8-1,6%); предназначен для изготовления деталей, работающих в паре с закаленным или нормализованным валом |
| АЧС-2 | Перлитный чугун, легированный хромом (0,2-0,5%), никелем (0,2-0,5%), титаном (0,03-0,1%) и медью (0,2-0,5%); назначение - такое же, как и чугуна марки АСЧ-1 |
| АЧС-3 | Перлитно-ферритный чугун, легированный титаном (0,03-0,1 %) и медью (0,2-0,5 %); детали из такого чугуна могут работать в паре, как с "сырым", так и с термически обработанным валом |
| АЧС-4 | Перлитный чугун, легированный сурьмой (0,04-0,4%); используется для изготовления деталей, работающих в паре с закаленным или нормализованным валом |
| АЧС-5 | Аустенитный чугун, легированный марганцем (7,5-12,5 %) и алюминием (0,4-0,8%); из этого чугуна изготавливают детали, работающие в особо нагруженных узлах трения в паре с закаленным или нормализованным валом |
| АЧС-6 | Перлитный пористый чугун, легированный свинцом (0,5-1,0%) и фосфором (0,5-1,0%); рекомендуется для производства деталей, работающих в узлах трения с температурой до 300 ˚ С в паре с "сырым" валом |
| АЧВ-1 | Перлитный чугун с шаровидным графитом; детали из такого чугуна могут работать в узлах трения с повышенными окружными скоростями в паре с закаленным или нормализованным валом |
| АЧВ-2 | Перлитно-ферритный чугун с шаровидным графитом; изготовленные из этого чугуна детали хорошо работают в условиях трения с повышенными окружными скоростями в паре с "сырым" валом |
| АЧК-1 | Перлитный чугун с хлопьевидным графитом, легированный медью (1,0-1,5%); предназначен для изготовления деталей, работающих в паре с термически обработанным валом |
| АЧК-2 | Ферритно-перлитный чугун с хлопьевидным графитом; детали из этого чугуна работают в паре с "сырым" валом |
Буквы в обозначениях марок чугунов означают: АЧ - антифрикционный чугун, С - серый чугун с пластинчатым графитом, В - высокопрочный чугун с шаровидным графитом, К - ковкий чугун с хлопьевидным графитом. Твердость отливок из антифрикционных чугунов (от 100 до 290 НВ) зависит от содержания элементов и условий термической обработки.
Предельные режимы работы деталей из этих чугунов в узлах трения: удельное давление (50 - 300) 10 4 Па (5-300 кгс/см 2), окружная скорость 0,3-10 м/с.
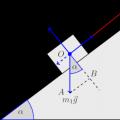 Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней
Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического
Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического Отклонения и допуски расположения поверхностей
Отклонения и допуски расположения поверхностей