Способы выполнения никелирования в домашних условиях. Для чего необходимо химическое никелирование? Электрохимическое никелирование
Наибольшее распространение нашли химические покрытия никелем, медью, серебром, палладием, кобальтом и реже оловом, хромом и другими металлами.
Химическое никелирование. Восстановление ионов никеля из растворов происходит за счет окисления гипофосфита по суммарной реакции
H 2 PO - 2 +H 2 O + Ni 2+ = H 2 PO - 3 + 2Н + + Ni.
При этом восстановление может протекать следующим образом:
NiCl 2 + NaH 2 PO 2 + H 2 O = Ni + 2HCl + NaH 2 PO 3
NaH 2 PO 3 + Н 2 O = NaH 2 PO 3 + Н 2
или Н 2 РO - 2 = РO - 2 + 2Н +
(разложение гипофосфита)
Ni 2+ +2H = Ni + 2H +
(восстановление никеля).
Выделяющийся водород восстанавливает также фосфит до фосфора, поэтому никелевое покрытие содержит 6 — 8% фосфора, который во многом определяет его специфические свойства (табл. 24).
24. Свойства химического и гальванического покрытия никелем
Несмотря на то, что никель, осажденный химическим способом, обладает значительной коррозионной стойкостью, он не может быть применен для защиты от коррозии в среде азотной и серной кислот. После термической обработки такой никель имеет твердость HV 1000-1025.
В основном технологический процесс никелирования сводится к следующему. Детали из стали, меди и ее сплавов подготовляют так же, как и под гальванические покрытия.
Никелирование ведут в растворе следующего состава (г/л):
Никель сернокислый 20
Гипофосфит натрия 25
Натрий уксуснокислый 10
Тиомочевина (или малеиновый ангидрид) 0,003 (1,5 — 2)
Температура 93 ± 5°С, скорость осаждения 18 мкм/ч (при 90°С и плотности загрузки 1 дм 2 /л), рН = 4,1 ÷ 4,3.
Детали в процессе никелирования необходимо встряхивать. Допускается замена тиомочевины малеиновым ангидридом в количестве 1,5 — 2 г/л.
Для инициирования осаждения никеля на деталях из меди и ее сплавов необходимо обеспечить их контакт со сталью или алюминием. Процесс ведут в фарфоровых емкостях или стальных, футерованных полиэтиленовой пленкой, а также в емкостях из силикатного стекла.
При скоростном осаждении и при большой плотности загрузки деталей несложного профиля рекомендуется применять раствор следующего состава (в г/л):
Никель сернокислый 60
Гипофосфит натрия 25
Натрий уксуснокислый 12
Кислота борная 8
Аммоний хлористый 6
Тиомочевина 0,003
Температура раствора 93 ± 5°С, скорость осаждения 18 мкм/ч (при 90°С и плотности загрузки 3 дм 2 /л), рН = 5,6 ÷ 5,7.
После химического никелирования детали промывают в уловителе, затем в проточной холодной и горячей воде, сушат при 90 ± 10°С в течение 5 — 10 мин и термически обрабатывают при 210 ± 10°С в течение 2 ч (с целью снятия внутренних напряжений и повышения прочности сцепления с основой). Далее в зависимости от условий эксплуатации детали покрывают лаком, обрабатывают гидрофобной жидкостью (ГКЖ и др.) или без обработки подают на сборку.
Основными причинами некачественного покрытия при химическом никелировании являются:
1) самопроизвольное осаждение никеля в виде черных точек из-за плохой очистки ванн, наличия следов никеля или других очагов кристаллизации на дне и стенках ванны, а также из-за перегрева раствора;
2) наличие непокрытых мест на деталях сложной конфигурации из-за образования газовых пузырей и неравномерного омывания деталей раствором;
3) частичное отложение никеля на внутренней поверхности ванны из-за касания деталями стенок или дна ванны в процессе никелирования;
4) снижение кислотности раствора (растрескивающееся, хрупкое покрытие);
5) увеличение кислотности раствора (покрытие грубое и шероховатое).
Значение рН корректируют, добавляя 10%-ный раствор уксусной кислоты или едкого натра.
Детали из кремния никелируют в щелочных растворах следующего состава (в г/л):
Хлорид никеля 30
Гипофосфит натрия 10
Цитрат натрия 100
Хлорид аммония 50
Скорость осаждения 8 мкм/ч, рН = 8÷10 (за счет введения NH 4 OH).
Порядок химического никелирования керамики: обезжиривание в щелочных растворах и химическое растравливание поверхности (смесь серной и плавиковой кислот), сенсибилизация в растворе (150 г/л) гипофосфита натрия при 90°С, никелирование в щелочной ванне. Толщина покрытий деталей в зависимости от условий их эксплуатации указана в табл. 25.
25. Значения толщины покрытий в зависимости от условий эксплуатации
Так, при рН = 5,5 в осадках содержится 7,5% фосфора, а при рН = 3,5 14,6%. Повышение твердости покрытия до 1100-1200 кгс/мм 2 при 200-300°С вызывается выделением фазы Ni 3 P, которая кристаллизуется в тетрагональной системе с постоянной кристаллической решетки а = b = 8,954. 10 -10 м и с=4,384.10 -10 м. Максимум твердости никеля соответствует 750°С. Модуль упругости при этом составляет 19000 кгс/мм 2 . Предел прочности при растяжении равен 45 кгс/мм 2 (при 20°С) и 55 кгс/мм 2 после термообработки при 200°С в течение 1 ч. Коэффициент трения покрытия (при нагрузке > 10 кгс) после его нанесения такой же, как и блестящего хрома. Удельный износ никелевого покрытия при 100°С составляет 2.10 -3 мм 3 /м.
При перемешивании кислого раствора увеличивается блеск осадков и скорость осаждения. Если процесс осаждения прерывается на несколько минут, то детали можно загружать в ванну без дополнительного активирования. При длительном перерыве (24 ч) детали следует хранить в холодном растворе никелирования, а затем переносить в рабочую ванну.
Скорость осаждения металла тем меньше, чем ниже рН раствора. Кроме того, скорость является функцией отношения Ni 2+ : Н 2 РО - 2 . Для нормальной кислой ванны оно должно колебаться в пределах 0,25 — 0,60 (для буферированной ацетатом 0,3—0,4).
При наличии солей аммония уменьшается скорость осаждения. Во вновь приготовленных растворах скорость осаждения сначала высокая, а затем по мере старения падает. Так, в ацетатных и цитратных растворах она уменьшается с 25 до 2 — 5 мкм/ч. Наиболее оптимальная скорость осаждения ~ 10 мкм/ч.
Блеск покрытия определяется качеством подготовки поверхности основы, которую следует полировать. В щелочных ваннах покрытия получается более блестящими, чем в кислых. Покрытия, содержащие <= 2% фосфора — матовые, 5% фосфора — полублестящие и => 10% фосфора — очень блестящие, но с желтоватым оттенком. Разброс по толщине покрытия 30 мкм даже на деталях сложной конфигурации составляет, например, не более 1—2 мкм. Когда ванна работает при постоянном значении рН, количество фосфора в покрытии пропорционально концентрации гипофосфита в ванне.
Нормальное содержание фосфора в покрытии 5 — 6%. Содержание фосфора тем выше, чем больше отношение H 2 PO 2:Ni 2+ . На низкоуглеродистых сталях адгезия никелевых покрытий очень высокая (2200 — 4400 кгс/см 2), но ухудшается, если температура раствора понижается до 75°С. Адгезия на сталях, легированных Al, Be, Ti, и сплавах на основе меди зависит от способа обработки поверхности и улучшается последующей термообработкой при 150-210°С.
Первым признаком нарушения стабильности состава раствора является образование белой пены вследствие чрезмерного выделения водорода во всем объеме ванны. Затем появляется очень мелкая черная взвесь Ni-P, которая ускоряет реакцию разложения раствора.
Причинами преждевременного разложения раствора могут быть: слишком быстрое введение щелочи и гипофосфита (следует добавить разбавленного водного раствора при интенсивном перемешивании); локальный перегрев; слишком высокое содержание гипофосфита (нужно понизить рН и температуру); внесение палладия в раствор с деталями, активированными в PdCl 2 , неправильное соотношение суммарной площади деталей к объему раствора.
Уровень раствора в ванне необходимо поддерживать постоянным, так как понижение его за счет испарения приводит к концентрированию раствора. В процессе покрытия деталей не следует допускать отключения нагревателей (пар, теплоэлектронагрев и др.).
В отличие от гидрозина, гипофосфит натрия обладает важным преимуществом, так как в осадке содержится в 8 — 10 раз меньше газов. Добавка тиосульфата натрия способствует снижению пористости никеля. Так, при толщине 20 мкм она снижается от 10 до 2 пор/см 2 . При выборе материала для ванны следует учитывать, что растворы испаряются при температуре, приблизительно равной температуре кипения, и имеют высокую чувствительность к различным загрязнениям. Кроме того, материал должен быть стойким к HNO 3 , так как периодически со стенок ванны приходится удалять осадки никеля. Ванны объемом 20 л изготовляют из пирекса, а большего — из полированной керамики. Внутреннюю поверхность стальных емкостей покрывают стекловидной эмалью. Ванны из коррозионно-стойкой стали необходимо пассивировать концентрированной азотной кислотой в течение нескольких часов. Для предотвращения возникновения гальванопар между стальной ванной и покрываемыми деталями ее стенки необходимо футеровать стеклом или резиной. В качестве футеровки в ваннах малой емкости используют полиэтиленовые вкладыши.
После каждой выгрузки деталей электрические нагреватели стержневого типа необходимо протравливать в HNO 3 .
Дефектные покрытия с деталей из стали, алюминия и титана следует удалять в концентрированной азотной кислоте при температуре не выше 35°С, с деталей из коррозионно-стойких сталей в 25%-ном растворе HNO 3 , а с латунных и медных — анодным растворением в H 2 SO 4 .
С целью улучшения стабильности состава раствора зарубежные фирмы рекомендуют добавлять соли хрома. Пористость покрытий, полученных в растворе, содержащем 10 г/л K 3 Fe(CN) 6 и 20 г/л NaCl, определяют в течение 10 мин. Поры совершенно отсутствуют при толщине покрытия => 100 мкм.
Никелирование, которое является достаточно распространенной технологической операцией, выполняют для того, чтобы нанести на поверхность металлического изделия тонкий слой никеля. Толщина такого слоя, величину которого можно регулировать, используя различные приемы, может варьироваться от 0,8 до 55 мкм.
Никелирование используется в качестве защитно-декоративного покрытия, а также для получения подслоя при хромировании
С помощью никелирования металла можно сформировать пленку, обеспечивающую надежную защиту от таких негативных явлений, как окисление, развитие коррозионных процессов, реакции, вызванные взаимодействием с соляной, щелочной и кислотной средами. В частности, очень большое распространение получили никелированные трубы, которые активно используются для производства изделий сантехнического назначения.
Чаще всего никелированию подвергаются:
- изделия из металла, которые будут эксплуатироваться на открытом воздухе;
- кузовные детали мото- и автотранспортных средств, в том числе и те, для изготовления которых был использован алюминиевый сплав;
- оборудование и инструменты, применяемые в общей медицине и стоматологии;
- изделия из металла, которые длительное время эксплуатируются в воде;
- ограждающие конструкции, изготовленные из стали или алюминиевых сплавов;
- изделия из металла, подвергающиеся воздействию сильных химических веществ.
Существует несколько используемых как в производственных, так и в домашних условиях методов никелирования металлических изделий. Наибольший интерес в практическом плане представляют способы никелирования металлических деталей, не требующие применения сложного технологического оборудования и реализуемые в домашних условиях. К таким способам относится электролитическое и химическое никелирование.

Электролитическое никелирование
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.

Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.

Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.

Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.

Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)

Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают. Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.

Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.
Химическое никелирование
Процедуру химического никелирования изделий из металла выполняют по следующей схеме: обрабатываемую деталь на некоторое время погружают в кипящий раствор, в результате чего на ее поверхности оседают частички никеля. При применении такой технологии электрохимическое воздействие на металл, из которого изготовлена деталь, отсутствует.
Результатом использования такой технологии никелирования является формирование на поверхности обрабатываемой детали никелевого слоя, который прочно связан с основным металлом. Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.

Выполнять такое никелирование в домашних условиях или даже в условиях гаража нетрудно. При этом процедура никелирования проходит в несколько этапов.
- Сухие реактивы, из которых будет приготовлен электролитический раствор, смешиваются с водой в эмалированной посуде.
- Полученный раствор доводят до кипения, а затем в него добавляют гипофосфит натрия.
- Изделие, которое необходимо подвергнуть обработке, помещают в электролитический раствор, причем делают это так, чтобы оно не касалось боковых стенок и дна емкости. Фактически надо изготовить бытовой аппарат для никелирования, конструкция которого будет состоять из эмалированной емкости соответствующего объема, а также диэлектрического кронштейна, на котором будет фиксироваться обрабатываемая деталь.
- Продолжительность кипения электролитического раствора в зависимости от его химического состава может составлять от одного часа до трех.
- После завершения технологической операции уже никелированная деталь извлекается из раствора. Затем ее промывают в воде, в составе которой содержится гашеная известь. После тщательной промывки поверхность изделия подвергается полированию.

Электролитические растворы для выполнения никелирования, которому можно подвергать не только сталь, но также латунь, алюминий и другие металлы, обязательно содержат в своем химическом составе следующие элементы – хлористый или сернокислый никель, гипофосфит натрия различной кислотности, какую-либо из кислот.
Чтобы увеличить скорость никелирования изделий из металла, в состав для выполнения этой технологической операции добавляют свинец. Как правило, в одном литре электролитического раствора выполняют никелевое покрытие поверхности, площадь которой составляет 20 см 2 . В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.
Установить в гараже аппаратуру для электрохимического покрытия металлами других металлов и диэлектриков (трансформатор, выпрямитель, измерительные приборы, ванна и т. п.) довольно проблематично.
Сейчас применяется метод химического покрытия металлов и диэлектриков (пластмасс, стекла, фарфора и т. п.) другими металлами.
Процесс химического покрытия отличается своей простотой. Действительно, для того чтобы покрыть металлическую деталь, например, никелем, не нужно городить сложную установку. Достаточно располагать источником огня (газ, примус и т.п.), эмалированной посудой и подходящими химикатами. Час, два- и детали покрыты плотным и блестящим слоем никеля.
В этой статье мы рассмотрим только: никелирование , серебрение и золочение металлов. Однако существует много рецептов химического покрытия металлов и диэлектриков медью, кадмием, оловом, кобальтом, бором, двойными и тройными сплавами.
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей гипофосфитом натрия.
Плёнка никелевого покрытия получается блестящая или полублестящая. Структура покрытия - аморфная, из сплава никеля и фосфора. Плёнка никеля без термообработки слабо держится на поверхности основного металла, хотя ее твердость близка к твердости хромового покрытия.
Термическая обработка детали с никелевым покрытием, полученным химическим путем, в значительной степени увеличивает сцепление пленки никеля с основным металлом. Одновременно растет и твердость никеля, достигающая твердости хрома.
Термическая обработка детали с никелевым покрытием производится при температуре около 400°С в течение часа. При термической обработке закаленных стальных деталей с никелевым покрытием необходимо учитывать, при какой температуре эти детали отпускались, и не превышать ее. В этом случае термическую обработку производят при температуре 270- 300 °С с выдержкой до 3 ч.
Растворы для химического никелирования могут быть щелочными (рН- выше 6,5) и кислыми (рН- от 4 до 6,5).
Щелочные растворы. Их применяют при нанесении покрытий на коррозионностойкую сталь, алюминий, магний и диэлектрики. Покрытия, осаждаемые из щелочных растворов, имеют менее блестящую поверхность, чем полученные из кислых растворов. Но зато покрытия из щелочных растворов более прочно связаны с основой, чем из кислого.
У щелочных растворов есть еще один существенный недостаток- явление саморазряда. Оно наступает при перегреве раствора. Это мгновенное выпадение губчатой массы никеля из раствора, сопровождающееся выбросом кипящего раствора из ванны!
Регулировку температуры при отсутствии термометра можно вести по интенсивности газовыделения. Если газ выделяется не интенсивно, то можно быть уверенным, что саморазряда не будет.
Кислые растворы
Они находят применение при нанесении покрытий на детали из черных металлов, меди, латуни, особенно когда требуется высокая твердость, износостойкость и коррозионно защитные свойства поверхности, покрытой никелем.
Для справки. Воду для никелирования (и при нанесении других покрытий) берут дистиллированную (можно использовать конденсат из бытовых холодильников). Химреактивы должны применяться как минимум чистые (обозначение на этикетке - Ч).
Подготовка детали. Перед нанесением на основной металл каких-либо металлических пленок необходимо осуществить ряд подготовительных операций. Отполированную деталь обезжиривают, травят и декапируют.
Обезжиривание. Процесс обезжиривания металлических деталей проводят, как правило, когда эти детали только что обработаны (отшлифованы или отполированы) и на их поверхности нет ржавчины, окалины и других посторонних продуктов.
С помощью обезжиривания с поверхности деталей удаляют масляные и жировые пленки. Для этого применяют водные растворы некоторых химреактивов, хотя для этого можно использовать и органические растворители (трихлорэтилен, пентахлорэтан, растворители № 646 и № 648 и др.).
Обезжиривание в водных растворах проводят в эмалированной посуде. Заливают воду, растворяют в ней химреактивы и ставят на малый огонь. При достижении нужной температуры загружают в раствор детали. В процессе обработки раствор перемешивают. Ниже приводятся составы для обезжиривания (все дано в граммах на литр воды - г/л), а также рабочие температуры растворов и время обработки деталей.
Внимание! От качества проведения подготовительных операций в сильной степени зависит конечный результат всех работ.
Черные металлы обезжиривают в одном из растворов:
- Жидкое стекло (канцелярский силикатный клей) - 3-10, едкий натр (калий) - 20- 30, тринатрийфосфат - 25-30. Температура раствора - 70-90 °С, время обработки - 10-30 мин.
- Кальцинированная сода - 20, калиевый хромпик - 1. Температура раствора - 80-90°С, время обработки - 10-20 мин.
Медь и ее сплавы обезжиривают в одном из растворов:
- Едкий натр - 35, кальцинированная сода - 60, тринатрийфосфат - 15, препарат ОП-7 (или ОП-10). Температура раствора - 60-70 °С, время обработки 10-20 мин.
- Едкий натр (калий) - 75, жидкое стекло - 20. Температура раствора - 80-90 °С, время обработки — 40-60 мин.
Алюминий и его сплавы обезжиривают в следующих растворах:
- Жидкое стекло - 20-30, кальцинированная сода - 50-60, тринатрийфосфат - 50-60. Температура раствора - 50- 60 °С, время обработки - 3-5 мин.
- Кальцинированная сода - 20-25, тринатрийфосфат - 20-25, препарат ОП-7 (или ОП-10) - 5-7. Температура раствора - 70-80 °С, время обработки - 10- 20 мин.
Серебро, никель и их сплавы обезжиривают в растворах:
- Жидкое стекло - 50, кальцинированная сода - 20, тринатрийфосфат - 20, препарат ОП-7 (или ОП-10) - 2. Температура раствора - 70-80 °С, время обработки - 5-10 мин.
- Жидкое стекло - 25, кальцинированная сода - 5, тринатрийфосфат - 10. Температура раствора - 75-80 °С, время обработки - 15-20 мин.
Травление . Стандартная подготовка деталей под покрытие, обычно состоящая в обезжиривании и декапировании, вполне достаточна для большинства случаев. Однако для деталей, имеющих глухие отверстия, пазухи и т.п., необходимо проводить процесс травления.
Черные металлы травят в растворах:
- Серная кислота - 90-130, соляная кислота - 80-100, уротропин - 0,5. Температура раствора - 30-40 °С, время обработки - до 1 ч.
- Соляная кислота - 200, уротропин - 0,5. Температура раствора - 30-35 °С, время обработки - 15-20 мин.
Медь и ее сплавы травят в растворах:
- Серная кислота - 25-40, хромовый ангидрид - 150-200. Температура раствора - 25 °С, время обработки - 5-10 мин.
- Хромовый ангидрид - 350, хлористый натрий - 50. Температура раствора - 18- 25 °С, время обработки - 5-15 мин.
Алюминий и его сплавы травят в растворах:
- Едкий натр - 50-100. Температура раствора - 40-60 °С, время обработки - 5-10 с.
- Азотная кислота - 35-40. Температура раствора - 18-25 °С, время обработки - 3-5 с.
Декапирование . Этот процесс представляет собой удаление с поверхности металла различных пленок, мешающих осаждению металлов. Декапирование проводят непосредственно перед покрытием основного металла соответствующей пленкой другого металла.
Черные металлы декапируют в следующих растворах:
- Серная кислота - 30-50. Температура раствора - 20 °С, время обработки - 20-60 с.
- Соляная кислота - 25-45. Температура раствора - 20 °С, время обработки 15- 40 с.
Медь и ее сплавы декапируют в растворах:
- Серная кислота - 5. Температура раствора - 18-20 °С, время обработки - 20 с.
- Соляная кислота - 10. Температура раствора - 20-25 °С, время обработки - 10-15 с.
Алюминий и его сплавы декапируют в растворах:
- Азотная кислота - 10-15. Температура раствора - 20 °С, время обработки - 5-15 с.
- Едкий натр - 150, хлористый натрий - 30. Температура раствора - 30-40 °С, время обработки - 5-10 с.
После каждого процесса подготовки деталь промывают в горячей, а затем в холодной воде.
Никелирование меди и ее сплавов
Подготовленную (обезжиренную, протравленную и декапированную) деталь подвешивают в раствор для никелирования. Здесь есть одна тонкость, и если ею пренебречь, то процесс осаждения никеля не пойдет. Деталь должна быть подвешена в раствор на алюминиевой или железной (стальной) проволоке. В крайнем случае при опускании детали в раствор ее необходимо коснуться железным или алюминиевым предметом.
Эти «священнодействия» нужны для того, чтобы дать старт процессу никелирования, так как у меди меньший электроотрицательный потенциал по отношению к никелю. Только присоединение или касание детали более электроотрицательным металлом дает старт процессу.
Приводим состав некоторых известных растворов для химического никелирования меди и ее сплавов (все дано в г/л):
- Хлористый никель - 21, гипофосфит натрия - 24, уксуснокислый натрий - 10, сульфид свинца - 15 мг/л. Температура раствора - 97 °С, рН - 5,2, скорость наращивания пленки - 15 мкм/ч.
- Хлористый никель - 20, гипофосфит натрия - 27, янтарнокислый натрий - 16. Температура раствора - 95 °С, рН - 5, скорость наращивания - 35 мкм/ч.
- Сернокислый никель - 21, гипофосфит натрия - 24, уксуснокислый натрий - 10, малеиновый ангидрид - 1,5. Температура раствора - 83 °С, рН - 5,2, скорость наращивания - 10 мкм/ч.
- Сернокислый никель - 23, гипофосфит натрия - 27, малеиновый ангидрид - 1,5, сернокислый аммоний - 50, уксусная кислота - 20 мл/л. Температура раствора - 93 °С, рН - 5,5, скорость наращивания - 20 мкм/ч.
Для приготовления раствора для никелирования нужно растворить все компоненты, кроме гипофосфита натрия, и нагреть его до нужной температуры. Гипофосфит натрия вводится в раствор непосредственно перед завешиванием детали для никелирования. Этот порядок касается всех рецепторов, где имеется гипофосфит натрия.
Раствор для никелирования разводят в любой эмалированной посуде (миска, глубокая сковорода, кастрюлька и т.п.) без повреждений на поверхности эмали. Возможный осадок никеля на стенках посуды легко удаляется азотной кислотой (50%-ный раствор).
Допустимая плотность загрузки ванны - до 2 дм 2 /л.
Никелирование алюминия и его сплавов
Учтите, что для алюминия и его сплавов перед химическим никелированием проводят еще одну обработку (после всех подготовительных операций) - так называемую цинкатную.
Ниже приведены рецепты растворов для цинкатной обработки.
Для алюминия:
- Едкий натр - 250, окись цинка - 55. Температура раствора - 20 °С, время обработки - 3-5 с.
- Едкий натр - 120, сернокислый цинк 40. Температура раствора - 20 °С, время обработки - 1,2 мин.
Для литейных алюминиевых сплавов (силуминов):
- Едкий натр - 10, окись цинка - 5, сегнетова соль (кристаллогидрат) - 10. Температура раствора - 20 °С, время обработки - 2 мин.
Для деформируемых алюминиевых сплавов (дюралей):
- Хлорное железо (кристаллогидрат) - 1, едкий натр - 525, окись цинка - 100, сегнетова соль - 10. Температура раствора - 25 °С, время обработки - 30-60 с.
При подготовке растворов для цинкатной обработки поступают следующим образом. Отдельно в половине воды растворяют едкий натр, в другой половине - остальные химреактивы. Затем оба раствора сливают вместе.
После цинкатной обработки деталь промывают в горячей, а затем в холодной воде и завешивают в раствор для никелирования.
Ниже приведены четыре раствора для химического никелирования алюминия и его сплавов :
- Хлористый никель - 45, гипофосфит натрия - 20, хлористый аммоний - 45, лимоннокислый натрий - 45. Температура раствора 90 °С, рН - 8,5, скорость наращивания - 20 мкм/ч.
- Хлористый никель - 35, гипофосфит натрия - 17, хлористый аммоний - 40, лимоннокислый натрий - 40. Температура раствора - 80 °С, рН - 8, скорость наращивания - 12 мкм/ч.
- Сернокислый никель - 20, гипофосфит натрия - 25, уксуснокислый натрий - 40, сернокислый аммоний - 30. Температура раствора - 93 °С, рН - 9, скорость наращивания - 25 мкм/ч.
- Сернокислый никель - 27, гипофосфит натрия - 27, пирофосфат натрия - 30, карбонат натрия - 42. Температура раствора - 50 °С, рН - 9,5, скорость наращивания - 15 мкм/ч.
Говоря о химическом никелировании, нельзя не отметить следующее. Никелевое покрытие имеет хорошую смачиваемость припоями, что позволяет получить доброкачественную пайку с помощью мягких припоев. Обладая высокими защитными свойствами, они позволяют получать стойкие к коррозии паяные соединения.
Никелирование стали
Для никелирования стали можно использовать один из следующих рецептов:
- Хлористый никель - 45, гипофосфит натрия - 20, хлористый аммоний - 45, уксуснокислый натрий - 45. Температура раствора - 90 °С, рН - 8.5, скорость наращивания - 18 мкм/ч.
- Хлористый никель - 30, гипофосфит натрия - 10, хлористый аммоний - 50, лимоннокислый натрий - 100 Температура раствора - 80-85 °С, рН - 8.5, скорость наращивания - 20 мкм/ч.
- Сернокислый никель - 25, гипофосфит натрия - 30, янтарнокислый натрий - 15. Температура раствора - 90 °С, рН - 4.5, скорость наращивания - 20 мкм/ч.
- Сернокислый никель - 30, гипофосфит натрия - 25, сернокислый аммоний - 30. Температура раствора - 85 °С, рН - 8.5, скорость наращивания - 15 мкм/ч.
Внимание ! Однослойное (толстое!) покрытие никелем на один квадратный сантиметр имеет несколько десятков сквозных пор. Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.
Автомобильный бампер, к примеру, покрывают двойным слоем (подслой меди, а сверху - хром) и даже тройным (медь - никель - хром). Но и это не спасает деталь от ржавчины, так как и у тройного покрытия имеется несколько пор на 1 см 2 . Что делать? Выход - в обработке поверхности покрытия специальными составами, закрывающими поры.
- Протереть деталь с никелевым (или другим) покрытием кашицей из окиси магния и воды и сразу же опустить ее на 1 - 2 мин в 50%-ный раствор соляной кислоты.
- После термообработки, еще не остывшую деталь, опустить в невитаминизированный рыбий жир (лучше старый, непригодный по прямому назначению).
- Протереть 2-3 раза отникелированную поверхность детали легко проникающей смазкой.
В последних двух случаях излишки жира (смазки) через сутки удаляют с поверхности бензином.
Обработку рыбьим жиром больших поверхностей проводят так. В жаркую погоду протирают их рыбьим жиром два раза с перерывом в 12-14 ч. Затем через 2 суток излишки жира удаляют бензином.
Эффективность обработки характеризует такой пример. Никелированные рыболовные крючки начинают покрываться ржавчиной сразу же после первой рыбалки в море. Обработанные рыбьим жиром те же крючки не корродируют почти весь летний сезон морской ловли.
При химическом никелировании возможны некоторые неполадки в ходе процесса. Это касается никелирования не только стали, но и меди, алюминия и их сплавов.
Слабое газовыделение (при нормальном ходе процесса по всей поверхности детали идет выделение газа средней интенсивности) есть первый признак малой концентрации в растворе гипофосфита натрия, и его необходимо добавить в раствор.
Просветление раствора (нормальный раствор - синего цвета) показывает на понижение количества хлорного (сернокислого) никеля.
Бурное газовыделение на стенках и дне сосуда и отложение на них никеля (темно-серый налет) объясняются местным перегревом сосуда. Чтобы избежать этого, надо нагревать раствор постепенно. Между сосудом и огнем желательно положить какую-либо металлическую прокладку (круг).
Серый или темный слой никеля на детали образуется при низкой концентрации в растворе третьих составляющих (компонент) - солей, кроме хлористого (сернокислого) никеля и гипофосфита натрия.
При плохой подготовке детали могут появиться вздутия и отслоения пленки никеля.
И, наконец, может быть и такое. Раствор составлен правильно, а процесс не идет. Это верный признак того, что в раствор попали соли других металлов. В этом случае делают другой (новый) раствор, исключая попадание нежелательных примесей.
Никелевое покрытие можно пассивировать - покрыть антикоррозийной (труднорастворимой пленкой). При этом деталь (изделие) длительное время не тускнеет. Пассивирование ведут в 5-8%-ном растворе натриевого хромпика.

Серебрение металлических поверхностей поделок - пожалуй, самый популярный процесс среди умельцев, который они применяют в своей деятельности. Можно привести десятки примеров. Например, восстановление слоя серебра на мельхиоровых столовых приборах, серебрение самоваров и других предметов быта.
Для чеканщиков серебрение вместе с химическим окрашиванием металлических поверхностей - способ увеличения художественной ценности чеканных картин. Представьте себе отчеканенного древнего воина, у которого посеребрена кольчуга и шлем.
Сам процесс химического серебрения можно провести с помощью растворов и паст. Последнее предпочтительнее при обработке больших поверхностей (например, при серебрении самоваров или деталей крупных чеканных картин).
Серебрят обычно латунные и медные поверхности, хотя в принципе можно посеребрить сталь, алюминий, другие металлы и их сплавы.
Опыт показал, что серебряное покрытие лучше смотрится на латунной поверхности,
чем на медной или стальной. Это объясняется тем, что на более темной меди (стали) тонкий слой серебра просвечивает и поверхность выглядит более темной. При слое серебра более 15 мкм это явление не наблюдается. Если медь (сталь) покрыть предварительно тонким слоем никеля, то этого явления тоже не будет.
Вначале рассмотрим процесс получения хлористого серебра , так как оно является основным компонентом почти для всех рецептов серебрения.
В 1 л. воды растворяют 7-8 г. ляписа-карандаша (продается в аптеках, представляет собой смесь азотнокислого серебра и азотнокислого калия, взятых в соотношении 1:2 по массе). Вместо ляписа-карандаша можно взять 5 г. азотнокислого серебра.
К полученному раствору понемногу добавляют 10%-ный раствор хлористого натрия до прекращения выпадения творожистого осадка. Осадок (хлористое серебро) отфильтровывают и тщательно промывают в 5-6 водах. Затем хлористое серебро сушат.
Растворы для серебрения:
- Хлористое серебро - 7,5, железистосинеродистый калий (желтая кровяная соль) - 120, углекислый калий - 80. Температура раствора - около 100 °С.
- Хлористое серебро - 10, хлористый натрий - 20, виннокислый калий - 20. Температура раствора - кипение.
- Хлористое серебро - 20, железистосинеродистый калий - 100, углекислый калий - 100, хлористый натрий - 40. Температура раствора - кипение.
- Сначала готовится паста из хлористого серебра - 30 г, виннокаменной кислоты - 250 г, хлористого натрия - 1250 г, и все разводится до густой сметаны. 10-15 г пасты растворяют в 1 л воды. Обработка в кипящем растворе Детали завешивают в раствор на цинковых проволочках.
Все четыре раствора позволяют получить за час слой серебра около 5 мкм.
Внимание ! Растворы с солями серебра нельзя долго хранить, так как при этом могут образовываться взрывчатые компоненты. Это же касается всех жидких паст.
Пасты для серебрения:
- В 100 мл воды растворяют 20 г тиосульфита натрия (гипосульфита). В полученный раствор добавляют хлорное серебро до тех пор, пока оно не перестанет растворяться. Раствор фильтруют и добавляют в него отмученный мел (можно - зубной порошок) до консистенции жидкой сметаны. Этой пастой с помощью ватного тампона натирают (серебрят) деталь.
- Ляпис-карандаш - 15, лимонная кислота - 55, хлористый аммоний - 30. Каждый компонент перед смешиванием растирают в порошок.
- Хлористое серебро - 3, хлористый натрий - 3, углекислый натрий - 6, мел - 2.
- Хлористое серебро - 3, хлористый натрий - 8, виннокислый калий - 8, мел - 4.
- Азотнокислое серебро - 1, хлористый натрий - 2, мел - 2.
В последних четырех пастах компоненты даны в частях по массе. Применяют их следующим образом. Тонкоизмельченные компоненты смешивают. Мокрым тампоном, припудривая его сухой смесью химреактивов, натирают (серебрят) нужную деталь. Смесь все время добавляют, постоянно увлажняя тампон.
При серебрении алюминия и его сплавов детали сначала цинкуют (см. «Никелирование алюминия и его сплавов»), а затем серебрят в любом составе для серебрения. Однако лучше серебрить алюминий и его сплавы в специальных растворах (все в г/л):
- Азотнокислое серебро - 100, фтористый аммоний - 100.
- Фтористое серебро - 100, азотнокислый аммоний - 100.
Температура обоих растворов - 80- 100°С.

Покрытия золотом, несмотря на его высокую стоимость, широко применяются благодаря высокой декоративности и коррозионной стойкости.
Во всех растворах детали для золочения подвешивают на цинковых проволочках.
Растворы для золочения (все дано в г/л):
- Дицианоаурат калия - 8, двууглекислый натрий - 180. Температура раствора - 75 °С.
- Дицианоаурат калия - 5, лимоннокислый аммоний - 20, мочевина - 25, хлористый аммоний - 75. Температура раствора — 95 °С.
- Дицианоаурат калия - 3, лимоннокислый натрий (трехзамещенный) - 45, хлористый аммоний - 70, гипофосфит натрия - 8-10. Температура раствора - 80- 85 °С.
- Хлорное золото - 3, железосинеродистый калий (красная кровяная соль) - 30, углекислый калий - 30, хлористый натрий - 30 Температура раствора - кипение.
- Хлорное золото - 2, пирофосфат натрия - 80. Температура раствора - 90 °С.
- Хлорное золото - 1, тринатрийфосфат - 80. Температура раствора - 25-30 °С.
- Смешать в равных объемах три состава:
A. Хлористое золото - 37, вода - 1 л.
B. Углекислый натрий - 100 г, вода - 1 л.
C. Формалин (40%) - 50 мл, вода - 1 л.
Температура раствора 25-30 °С.
В растворе 3 гипофосфит натрия вводится последним. Для всех растворов для золочения скорость наращивания пленки - 1-2 мкм/ч. При золочении меди необходимо дать подслой никеля, иначе пленка золота будет темной.
При необходимости получить толстые слои золота (это особенно необходимо при ремонте ювелирных изделий) можно воспользоваться старинным процессом. Он на языке ювелиров называется наводкой, или сортучкой. Процесс прост по исполнению, но вреден для здоровья, так как приходится пользоваться ртутью. Поэтому его проводят или на открытом воздухе или в вытяжном шкафу!
Глиняный тигель обмазывают влажным отмученым мелом. Сушат. В него помещают чистое золото, прокатанное как можно тоньше и свернутое в рулончик. Греют золото до светлого каления, добавляют шестикратное количество ртути (осторожно!). Греют все, постоянно перемешивая. Остужают и выливают в воду. Полученную золотую амальгаму прессуют, удаляя излишнюю ртуть. Хранят амальгаму под слоем воды.
Подготовленную поверхность предмета, подлежащего золочению, покрывают амальгамой. Ее все время размазывают медным шпателем по поверхности предмета. Затем предмет начинают медленно нагревать. Между горелкой и предметом помещают лист асбеста.
Предмет все время поворачивают, чтобы нагрев был равномерным. Образующуюся при нагреве жидкую пленку постоянно размазывают и разглаживают по поверхности кисточкой или ваткой. Сначала поверхность становится белой и матовой. По мере испарения ртути она начинает желтеть.
Надо иметь в виду, что при перегреве детали вся пленка золота может уйти в основной металл!
Сделай сам №4, 97
С ценами на работы по никелированию, Вы можете ознакомиться в .
Нанесение никеля, также как и меди, является одним из обязательных процедур при подготовке изделия под целевое финишное покрытие. Электролитов для нанесения никеля существует множество. Он разнятся по способам применения, режимам, качеству покрытия и составам. Если Вы решили заниматься гальваникой, без никелирования Вам не обойтись.
Сам по себе никель не часто является целевым покрытием. В качестве антикоррозионного покрытия он не является лучшим кандидатом, в это случае больше подойдут цинк и хром, ввиду их химических свойств и способности «оттягивать» окисление железа, склонного к ржавчине, на себя. Как декоративное покрытие никелирование используется чаще, но в ввиду его химической нестойкости, при необходимости наносить цвет «белого» металла, чаще выбирают покрытие палладием или родием.
На нашем предприятии используются гальванический никель и химический (иммерсионный) никель.
Наиболее простой раствор для никелирования –
Раствор кислого (подслойного) никелирования.
Электролит кислого никелирования применяется в качестве первого металлического покрытия после очистки и полировки изделия. Его можно считать «клеем» или основой, на которую потом положим все остальные металлы. Толщина покрытия из такого раствора не превышает 1 мкм, а скорость осаждения 1-2 мкм/мин. Длительность выдержки в ванне кислого никелирования не больше 1 минуты. Это связано с тем, что кислый никель дает хрупкие и темные осадки на больших толщинах. Но, тем не менее, положить тонкий слой кислого никеля необходимо. Некоторые компоненты его состава обеспечивает микроразрушения поверхности для качественной адгезии покрытия, вместе с тем, нанося тонкий слой свежего никеля, мы обеспечиваем хорошее качество адгезии для следующего покрытия медью или блестящим никелем. Электролит кислого никелирования очень стабилен во времени и стоек к загрязнениям.
Электролит блестящего никелирования.
Электролит блестящего никелирования применяют для микровыравнивания поверхности изделия. По сравнению с блестящей медью, он дает менее зеркальные осадки. Скорость нарастания толщины и рабочая плотность тока также значительно ниже, но этот электролит необходим для финишной обработки изделий. Его обязательно используют для получения финишных осадков толщиной до 15 мкм. Или, при толщине покрытия 3-6 мкм как качественную подложку под гальваническое или иммерсионное золото.
Очень хорошие результаты этот раствор демонстрирует в барабанных и колокольных ваннах.
Электролит химического (иммерсионного) никелирования.
Химическое никелирование применяется при обработке сложнопрофильных изделий. Работает без приложения внешнего тока. Равномерное наращивание ненапряженного никеля во всех точках поверхности изделия, обеспечивает твердое, полублестящее покрытие. Часто этот раствор применяют для защиты от коррозии путем наращивания никеля в толщину 6-30 мкм. Применение химического никелирования ограничивается исходным материалом детали. Химическое никелирование – раствор горячий, что не всегда позволяет использовать его для пластиков. Также, в процессе работы, химический никель может высаживать металл в объеме жидкости, а не только на деталь, т.е может оказаться, что весь объем раствора – одноразовый.
Мы используем несколько видов химического никелирования: щелочное и кислотное. Принцип работы у них одинаковый, качество покрытия, составы и режим работы значительно отличаются. Какой раствор для химического никелирования использовать, решается в зависимости от изделия.
Кроме перечисленных видов никелирования, имеется еще раствор черного никеля.
Черный никель.
Черный никель – самое черное покрытие из всех, которые можно получить гальваническим путем. Черный хром, черный родий, черный рутений – все эти покрытия темно-серого цвета. Действительно черное покрытие – только черный никель. Если рассматривать состав этого покрытия, это не вполне никелевый осадок, для получения темного покрытия, в раствор солей никеля вводятся дополнительные компоненты. Если хотите получить черный цвет – это Ваш вариант. Если один огромный минус у черного никеля: это покрытие совершенно не стойкое к истиранию. Настолько, что если несколько раз взять в руки изделия покрытое черным никелем, гальваническое покрытие можно стереть. Так что самый красивый черный цвет из всех гальванических покрытия нужно обязательно защитить лаком. Или поставить на полку и издалека любоваться совершенством черного никеля.
Существует еще несколько видов гальванического никеля. Их используют не постоянно, а только по мере надобности. С основными задачами вполне справляется перечисленная линейка ванн для никелирования.
Если Вам необходимо ориентироваться в ценах на покрытие никелем, можно воспользоваться табличкой ниже, при этом, необходимо помнить, что каждое изделие перед нанесением гальванического покрытия, должно быть осмотрено технологом и техническое задание на покрытие должно быть утверждено заказчиком.
Цены на никелированные изделия на заказ:
Примеры никелирования изделий:
Никелирование монет «Sochi 2014»
Монеты «Sochi 2014», покрытие никель блестящий 3 мкм. Стоимость покрытия 1 монеты 12 рублей (партия 2000 шт).
Если у Вас есть вопросы по никелированию, будем рады ответить Вам на них по телефону или по электронной почте.
Никелирование применяется в машиностроении, приборостроении н других отраслях промышленности. Никелем покрывают детали из стали и цветных металлов для защиты их от коррозии, декоративной отделки, повышения сопротивления механическому износу. Благодаря высокой коррозионной стойкости в растворах щелочей никелевые покрытия применяют для защиты химических аппаратов от щелочных растворов. В пищевой промышленности никель может заменять оловянные покрытия. В оптической промышленности получил распространение процесс черного никелирования
При электрохимическом осаждении никеля на катоде протекают два основных процесса: Ni 2+ + 2e - → Ni и 2Н + + 2е - → Н 2 .
В результате разряда ионов водорода концентрация их в прикатодном слое снижается, т. е. электролит защелачивается. При этом могут образовываться основные соли никеля, которые влияют на структуру н механические свойства никелевого покрытия. Выделение водорода вызывает также питтинг - явление, при котором пузырьки водорода, задерживаясь на поверхности катода, препятствуют разряду ионов никеля в этих местах. На покрытии образуются ямки и осадок теряет декоративный вид. В борьбе с питтингом применяют вещества, которые снижают поверхностное натяжение на границе металл - раствор.
При анодном растворении никель легко пассивируется. При пассивации анодов в электролите уменьшается концентрация ионов никеля и быстро растет концентрация ионов водорода, что приводит к падению выхода по току и ухудшению качества осадков. Для предупреждения пассивирования анодов в электролиты никелирования вводят активаторы. Такими активаторами являются ионы хлора, которые вводят в электролит в виде хлористого никеля или хлористого натрия.
Будьте внимательны! Компания «ЛВ-Инжиниринг» не предоставляет услуги по нанесению гальванических покрытий! Наша организация осуществляет проектирование гальванических производств, изготовление гальванических ванн и линий из полипропилена, монтаж и пусконаладочные работы по данному направлению.
Сернокислые электролиты никелирования
Сернокислые электролиты никелирования получили наибольшее распространение. Эти электролиты устойчивы в работе, при правильной эксплуатации они могут использоваться в течение нескольких лет без замены. Состав некоторых электролитов и режимы никелирования:
| Состав | Электролит №1 | Электролит №2 | Электролит №3 |
| Никель сернокислый | 280-300 | 400-420 | |
| Натрий сернокислый | 50-70 | - | - |
| Магний сернокислый | 30-50 | 50-60 | - |
| Кислота борная | 25-30 | 25-40 | 25-40 |
| Натрий хлористый | 5-10 | 5-10 | - |
| Натрий фтористый | - | - | 2-3 |
| Температура, °C | 15-25 | 30-40 | 50-60 |
| Плотность тока. А/дм 2 | 0,5-0,8 | 2-4 | 5-10 |
| pH | 5,0-5,5 | 3-5 | 2-3 |
Сернокислый натрий и сернокислый магний вводят в электролит для повышения электропроводности раствора. Проводимость растворов натрия выше, но в присутствии сернокислого магния получаются более светлые, мягкие и легко полируемые осадки.
Никелевый электролит очень чувствителен даже к небольшим изменениям кислотности. Для поддержания величины рН в требуемых пределах необходимо применять буферные соединения. В качестве такого соединения, препятствующего быстрому изменению кислотности электролита, применяют борную кислоту.
Для облегчения растворения анодов в ванну вводят хлористые соли натрия.
Для приготовления сернокислых электролитов никелирования необходимо растворить в отдельных емкостях в горячей воде все компоненты. После отстаивания растворы фильтруют в рабочую ванну. Растворы перемешивают, проверяют рН электролита и при необходимости корректируют 3%-ным раствором едкого натра или 5%-иым раствором серной кислоты. Затем электролит доводят водой до требуемого объема. При наличии примесей необходимо перед началом эксплуатации электролита произвести его проработку, так как никелевые электролиты чрезвычайно чувствительны к посторонним примесям как органическим, так и неорганическим.
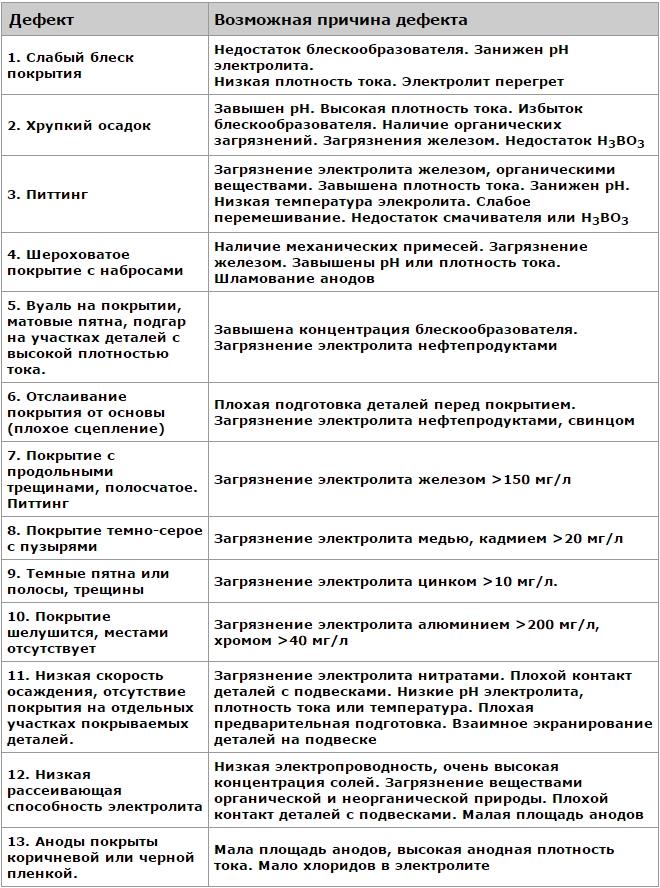
Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения приведены в Таблице 1.
Таблица 1. Дефекты при эксплуатации сернокислых электролитов никелирования и способы их устранения
| Дефект | Причина дефекта | Способ устранения |
| Никель не осаждается. Обильное выделение водорода | Низкое значение рН | Откорректировать рН 3%-иым раствором едкого натра |
| Частичное покрытие никелем | Плохое обезжиривание деталей | Улучшить подготовку |
| Неправильное расположение анодов | Равномерно распределить аноды | |
| Детали взаимно экранируют друг друга | Изменить расположение деталей в ванне | |
| Покрытие имеет серый цвет | Наличие в электролите солей меди | Очистить электролит от меди |
| Хрупкое, растрескивающееся покрытие | Обработать электролит активированным углем и проработать током | |
| Наличие примесей железа | Очистить электролит от железа | |
| Низкое значение рН | Откорректировать рН | |
| Образование питтинга | Загрязнение электролита органическими соединениями | Проработать электролит |
| Низкое назначение рН | Откорректировать рН | |
| Слабое перемешивание | Усилить перемешивание | |
| Появление черных или коричневых полос на покрытии | Наличие примесей цинка | Очистить электролит от цинка |
| Образование дендритов на кромках деталей | Высокая плотность тока | Снизить плотность тока |
| Чрезмерно продолжительный процесс никелирования | Ввести промежуточный подслой меди или уменьшить время электролиза | |
| Аноды покрыты коричневой или черной пленкой | Высокая анодная плотность тока | Увеличить поверхность анодов |
| Малая концентрация хлористого натрия | Добавить 2-3 г/л хлористого натрия |
При никелировании применяют горячекатаные аноды, а также непассивирующиеся аноды. Применяют также аноды в форме пластинок (карточек), которые загружают в зачехленные титановые корзины. Карточные аноды способствуют равномерному растворению никеля. Во избежание загрязнения электролита анодным шламом никелевые аноды следует заключать в чехлы из ткани, которые предварительно обрабатывают 2-10%-ным раствором соляной кислоты.
Отношение анодной поверхности к катодной при электролизе 2: 1.
Никелирование мелких деталей осуществляют в колокольных и барабанных ваннах. При никелировании в колокольных ваннах применяют повышенное содержание хлористых солей в электролите для предотвращения пассивации анодов, которая может возникать из-за несоответствия поверхности анодов и катодов, вследствие чего концентрация никеля в электролите понижается и уменьшается значение рН. Оно может достигнуть таких пределов, при которых вообще прекращается осаждение никеля. Недостатком при работе в колоколах и барабанах является также большой унос электролита с деталями из ванн. Удельные нормы потерь при этом составляют от 220 до 370 мл/м 2 .
Электролиты блестящего никелирования
Для защитно-декоративной отделки деталей широко применяют блестящие и зеркальные никелевые покрытия, получаемые непосредственно из электролитов с блескообразующими добавками. Состав электролита и режим никелирования:
Никель сернокислый - 280-300 г/л
Никель хлористый - 50-60 г/л
Кислота борная - 25-40 г/л
Сахарин 1-2 г/л
1,4-бутиндиол - 0,15-0,18 мл/л
Фталимид 0,02-0,04 г/л
рН = 4-4,8
Температура = 50-60°С
Плотность тока = 3-8 А/дм 2
Для получения блестящих никелевых покрытий используют также электролиты с другими блескообразующими добавками: хлорамина Б, пропаргилового спирта, бензосульфамида и др.
При нанесении блестящего покрытия необходимо интенсивное перемешивание электролита сжатым воздухом желательно в сочетании с качанием катодных штанг, а также непрерывная фильтрация электролита,
Электролит приготовляют следующим образом. В дистиллированной или деионизированной горячей (80-90°С) воде растворяют при перемешивании сернокислый и хлористый никель, борную кислоту. Доведенный водой до рабочего объема электролит подвергают химической и селективной очистке. Для удаления меди и цинка электролит подкисляют серной кислотой до рН 2-3 завешивают катоды большой площади из рифленой стали и прорабатывают электролит в течение суток при температуре 50-60°С, перемешивая сжатым воздухом. Плотность тока 0,1-0,3 А/дм 2 . Затем рН раствора доводят до 5,0-5,5, после чего в него вводят перманганат калия (2 г/л) или 30%-ный раствор перекиси водорода (2 мл/л).
Раствор перемешивается в течение 30 мин, добавляют 3 г/л активированного угля, обработанного серной кислотой, и перемешивают электролит 3-4 с помощью сжатого воздуха. Раствор отстаивается 7-12 ч, затем фильтруется в рабочую ванну.
В очищенный электролит вводят блескообразователи: сахарин и 1,4-бутиндиол непосредственно, фталимид - предварительно растворив в небольшом количестве электролита, подогретого до 70-80° С. Доводят рН до требуемого значения и приступают к работе. Расход блескообразователей при корректировании электролита составляет: сахарин 0,01-0,012 г/(А.ч); 1,4-бутнндиол (35%-ный раствор) 0,7-0,8 мл/(А.ч); фталимид 0,003-0,005 г/(А.ч).
Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения приведены в Таблице 2.
Таблица 2. Дефекты при эксплуатации электролита блестящего никелирования и способы их устранения
| Дефект | Причина дефекта | Способ устранения |
|
Недостаточный блеск покрытия |
Мала концентрация блескообразователей | Ввести блескообразователи |
| Не выдерживается заданная плотность тока и рН | Отрегулировать плотность тока и рН | |
|
Темный цвет покрытия и/или темные пятна |
В электролите имеются примеси тяжелых металлов | Произвести селективную очистку электролита при низкой плотности тока |
| Питтинг | Наличие в электролите примесей железа | Очистить электролит и ввести антипиттинговую добавку |
| Недостаточное перемешивание | Увеличить воздушное перемешивание | |
| Низкая температура электролита | Повысить температуру электролита | |
| Хрупкие осадки | Загрязнение электролита органическими соединениями | Очистить электролит активированным углем |
| Пониженное содержание 1,4-бутиндиола | Ввести добавку 1,4-бутиндиола |
 Как приготовить хворост в домашних условиях: вкусные и легкие рецепты
Как приготовить хворост в домашних условиях: вкусные и легкие рецепты Как приготовить натуральный домашний майонез без химии?
Как приготовить натуральный домашний майонез без химии? Как запечь толстолобика в духовке кусочками
Как запечь толстолобика в духовке кусочками