Устройство штангенциркуля. Виды, размеры и назначение штангенциркуля. Как пользоваться штангенциркулем: пошаговая инструкция Что измеряет штангенциркуль
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас , штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус - вспомогательную шкалу для отсчёта долей делений. Точность его измерения - десятые/сотые (у разных видов) доли миллиметра.
На примере штангенциркуля ШЦ-I :
- штанга;
- подвижная рамка;
- шкала штанги
- губки для внутренних измерений;
- губки для наружных измерений;
- линейка глубиномера;
- винт для зажима рамки.
Примечание : на некоторых экземплярах штангенциркуля в верхней части подвижной рамки возможно присутствие шкалы, измеряющей расстояние в дюймах (см. анимацию ниже справа). 1 дюйм = 2,54 см = 25,4 мм .
Снятие показаний
- ШЦ-I - штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК - (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I - с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II - с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III - с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ - с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ - укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
- В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre - соответственно, «раздвижной измеритель» или «раздвижная линейка».
- Разновидность штангенциркуля, оснащённая глубиномером, на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» - производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
- В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того, что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер ».
Напишите отзыв о статье "Штангенциркуль"
Примечания
См. также
Отрывок, характеризующий Штангенциркуль
– Я? я?.. – сказал Пьер, чувствуя необходимость умалить как возможно свое общественное положение, чтобы быть ближе и понятнее для солдат. – Я по настоящему ополченный офицер, только моей дружины тут нет; я приезжал на сраженье и потерял своих.– Вишь ты! – сказал один из солдат.
Другой солдат покачал головой.
– Что ж, поешь, коли хочешь, кавардачку! – сказал первый и подал Пьеру, облизав ее, деревянную ложку.
Пьер подсел к огню и стал есть кавардачок, то кушанье, которое было в котелке и которое ему казалось самым вкусным из всех кушаний, которые он когда либо ел. В то время как он жадно, нагнувшись над котелком, забирая большие ложки, пережевывал одну за другой и лицо его было видно в свете огня, солдаты молча смотрели на него.
– Тебе куды надо то? Ты скажи! – спросил опять один из них.
– Мне в Можайск.
– Ты, стало, барин?
– Да.
– А как звать?
– Петр Кириллович.
– Ну, Петр Кириллович, пойдем, мы тебя отведем. В совершенной темноте солдаты вместе с Пьером пошли к Можайску.
Уже петухи пели, когда они дошли до Можайска и стали подниматься на крутую городскую гору. Пьер шел вместе с солдатами, совершенно забыв, что его постоялый двор был внизу под горою и что он уже прошел его. Он бы не вспомнил этого (в таком он находился состоянии потерянности), ежели бы с ним не столкнулся на половине горы его берейтор, ходивший его отыскивать по городу и возвращавшийся назад к своему постоялому двору. Берейтор узнал Пьера по его шляпе, белевшей в темноте.
– Ваше сиятельство, – проговорил он, – а уж мы отчаялись. Что ж вы пешком? Куда же вы, пожалуйте!
– Ах да, – сказал Пьер.
Солдаты приостановились.
– Ну что, нашел своих? – сказал один из них.
– Ну, прощавай! Петр Кириллович, кажись? Прощавай, Петр Кириллович! – сказали другие голоса.
– Прощайте, – сказал Пьер и направился с своим берейтором к постоялому двору.
«Надо дать им!» – подумал Пьер, взявшись за карман. – «Нет, не надо», – сказал ему какой то голос.
В горницах постоялого двора не было места: все были заняты. Пьер прошел на двор и, укрывшись с головой, лег в свою коляску.
Едва Пьер прилег головой на подушку, как он почувствовал, что засыпает; но вдруг с ясностью почти действительности послышались бум, бум, бум выстрелов, послышались стоны, крики, шлепанье снарядов, запахло кровью и порохом, и чувство ужаса, страха смерти охватило его. Он испуганно открыл глаза и поднял голову из под шинели. Все было тихо на дворе. Только в воротах, разговаривая с дворником и шлепая по грязи, шел какой то денщик. Над головой Пьера, под темной изнанкой тесового навеса, встрепенулись голубки от движения, которое он сделал, приподнимаясь. По всему двору был разлит мирный, радостный для Пьера в эту минуту, крепкий запах постоялого двора, запах сена, навоза и дегтя. Между двумя черными навесами виднелось чистое звездное небо.
«Слава богу, что этого нет больше, – подумал Пьер, опять закрываясь с головой. – О, как ужасен страх и как позорно я отдался ему! А они… они все время, до конца были тверды, спокойны… – подумал он. Они в понятии Пьера были солдаты – те, которые были на батарее, и те, которые кормили его, и те, которые молились на икону. Они – эти странные, неведомые ему доселе они, ясно и резко отделялись в его мысли от всех других людей.
«Солдатом быть, просто солдатом! – думал Пьер, засыпая. – Войти в эту общую жизнь всем существом, проникнуться тем, что делает их такими. Но как скинуть с себя все это лишнее, дьявольское, все бремя этого внешнего человека? Одно время я мог быть этим. Я мог бежать от отца, как я хотел. Я мог еще после дуэли с Долоховым быть послан солдатом». И в воображении Пьера мелькнул обед в клубе, на котором он вызвал Долохова, и благодетель в Торжке. И вот Пьеру представляется торжественная столовая ложа. Ложа эта происходит в Английском клубе. И кто то знакомый, близкий, дорогой, сидит в конце стола. Да это он! Это благодетель. «Да ведь он умер? – подумал Пьер. – Да, умер; но я не знал, что он жив. И как мне жаль, что он умер, и как я рад, что он жив опять!» С одной стороны стола сидели Анатоль, Долохов, Несвицкий, Денисов и другие такие же (категория этих людей так же ясно была во сне определена в душе Пьера, как и категория тех людей, которых он называл они), и эти люди, Анатоль, Долохов громко кричали, пели; но из за их крика слышен был голос благодетеля, неумолкаемо говоривший, и звук его слов был так же значителен и непрерывен, как гул поля сраженья, но он был приятен и утешителен. Пьер не понимал того, что говорил благодетель, но он знал (категория мыслей так же ясна была во сне), что благодетель говорил о добре, о возможности быть тем, чем были они. И они со всех сторон, с своими простыми, добрыми, твердыми лицами, окружали благодетеля. Но они хотя и были добры, они не смотрели на Пьера, не знали его. Пьер захотел обратить на себя их внимание и сказать. Он привстал, но в то же мгновенье ноги его похолодели и обнажились.
Среди прочих представителей ручного измерительного инструмента штангенциркуль отличается такими качествами, как универсальность и широкий диапазон измеряемых величин, простота в использовании, высокая точность измерений. Пользователями штангенциркуля являются представители многих профессий - токари и фрезеровщики, слесари и столяры, мастера и техники, конструкторы, технологи, контролеры и другие.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития - токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:

Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями - «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу - разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber - раздвижной измеритель или Schieblehre - измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр» , что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня - элемента шатунного механизма). Английский штангенциркуль имеет еще одно название - trammel, переводимый также как препятствие, трал или невод.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:

Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Принцип определения основан на простых математических и геометрических правилах кратности и пропорциональности. Как правильно пользоваться штангенциркулем, можно рассмотреть на примере образца с классом точности 0,05 мм.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 - на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.

При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм - риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм - 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм - 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы - проволока имеет диаметр 1,00 мм.
Техника измерения ничем не отличается для размеров более 1 миллиметра - целая часть размера определяется по основной шкале, к ней добавляется дробная, определенная по описанному способу. Приведем несколько примеров подобных замеров.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм - более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности - до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:


Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем - при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
Для более точных измерений применяются инструменты более высокого класса точности - микрометры и микрометрические нутромеры с винтовой подачей рабочей измерительной головки и круговой шкалой с точностью 0,01 мм.
 Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин - втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин - втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии , характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШТАНГЕНЦИРКУЛИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 166-89
(СТ СЭВ 704-77 ¸ СТ СЭВ 707-77; СТ СЭВ 1309-78, ИСО 3599-76)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Срок действия с 01.01.91
до 01.01.96
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на штангенциркули, предназначенные для измерения наружных и внутренних размеров до 2000 мм, а также штангенциркули специального назначения для измерения канавок на наружных и внутренних поверхностях, проточек, расстояний между осями отверстий малых диаметров и стенок труб. Требования настоящего стандарта являются обязательными. (Измененная редакция, Изм. № 2).
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 . Штангенциркули следует изготовлять следующих основных типов: I - двусторонние с глубиномером (черт. 1); Т-1 - односторонние с глубиномером с измерительными поверхностями из твердых сплавов (черт. 2); II - двухсторонние (черт. 3); III - односторонние (черт. 4). Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 6 - глубиномер; 7 - губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 9 - шкала штанги.

1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 8 - шкала штанги.

1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - устройство тонкой установки рамки; 7 - губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 - губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9 - шкала штанги.
(Измененная редакция, Изм. № 1).

1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 7 - губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8 - шкала штанги.
(Измененная редакция, Изм. № 1). 1.2 . Штангенциркуль следует изготовлять с отсчетом по нониусу (ШЦ) (черт. 1 - 4) или с отсчетом по круговой шкале (ШЦК) (черт. 5), или с цифровым отсчетным устройством (ШЦЦ) (черт. 6).

1 - круговая шкала отсчетного устройства; 1 - цифровое отсчетное устройство;
2 - штанга; 3 - рамка; 4 - шкала штанги. 2 - штанга; 3 - рамка.
Черт. 5 Черт. 6
Примечание. Черт 1- 6 не определяют конструкцию штангенциркулей. 1.3 . Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1 .
Таблица 1
|
Диапазон измерения штангенциркулей |
Значение отсчета по нониусу |
Цена деления круговой шкалы отсчетного устройства |
Шаг дискретности цифрового отсчетного устройства |
Штангенциркуль ШЦ- II -250-0,05 ГОСТ 166
То же, штангенциркуля типа I I с диапазоном измерения 250 - 630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
Штангенциркуль ШЦ- II -250-630-0,1-1 ГОСТ 166
То же, штангенциркуля типа I с диапазоном измерения 0 - 150 мм с ценой деления круговой шкалы 0,02 мм.
Штангенциркуле ШЦК-1-150-0,02 ГОСТ 166
То же, штангенциркуля типа I с диапазоном измерения 0 - 125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм:
Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166
(Измененная редакция). 1.4 . Штангенциркули типов II и III , комплектуемые приспособлением для разметки, следует оснащать устройством для тонкой установки рамки (черт. 3). Для тонкой установки рамки допускается применять микрометрическую подачу. 1.5 . Вылет губок l и l 2 для измерения наружных размеров и вылет губок l 1 и l 3 для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1 - 4). (Измененная редакция, Изм. № 2).
Таблица 2
|
Диапазон измерения |
|||||
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2 . Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2. 2.3 . Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20 ± 5) ° С должен соответствовать указанному в табл. 3 . 2.4 . Предел допускаемой погрешности штангенциркулей типов 1 и Т-1 при измерении глубины, равной 20 мм, должен соответствовать табл. 3 .Таблица 3
|
Измеряемая длина |
Предел допускаемой погрешности штангенциркулей (±) |
|||||||
|
при значении отсчета по нониусу |
с ценой деления круговой шкалы отсчетного устройства |
с шагом дискретности цифрового отсчетного устройства |
||||||
|
0,1 для класса точности |
0,1 для класса точности |
|||||||
|
Св. 100 до 200 |
||||||||
Таблица 4
Примечание. Для штангенциркулей с диапазоном измерения 0 - 125, 0 - 135, 0 - 150 мм допускаемые значения усилия перемещения выбирают из ряда 10, 15 Н. 2.11 . Требования к шкале штанги и нониуса. 2.11.1 Расположение плоскости шкалы нониуса относительно плоскости шкалы штанги указано на черт. 7 .
2.11.2 . Расстояние а от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм - для штангенциркулей со значением отсчета 0,1 мм. 2.11.3 . Размеры штрихов шкал штанги и нониуса должны соответствовать указанным ниже: ширина штрихов 0,08 - 0,20 мм; разность ширины штрихов в пределах одной шкалы (для шкалы штанги на расстоянии более 0,3 от края шкалы) и штрихов шкал штанги и нониуса одного штангенциркуля не более 0,03 мм при отсчете по нониусу 0,05 мм; 0,05 мм при отсчете по нониусу 0,1 мм. (Измененная редакция, Изм. № 2). 2.12 . Требования к круговой шкале отсчетного устройства 2.12.1 . Длина деления шкалы должна быть не менее 1 мм. 2.12.2 . Ширина штрихов шкалы 0,15 - 0,25 мм. Разность ширины соответствующих штрихов в пределах одной шкалы должна быть не более 0,05 мм. 2.12.3 . Ширина стрелки над делениями шкалы должна быть 0,15 - 0,20 мм. Конец стрелки должен перекрывать короткие штрихи не более чем на 0,8 их длины. Расстояние между концом стрелки и циферблатом не должно превышать 0,7 мм для шкалы с ценой деления не более 0,05 мм и 1,0 мм с ценой деления 0,1 мм. 2.12.4 . Отсчетное устройство должно обеспечивать возможность совмещения стрелки с нулевым делением круговой шкалы. 2.13 . У штангенциркулей с цифровым отсчетным устройством высота цифр отсчетного устройства должна быть не менее 4 мм. 2.14 . Штангенциркули с цифровым отсчетным устройством дополнительно могут оснащаться интерфейсом для вывода результата измерения на внешнее устройство. 2.15 . Твердость измерительных поверхностей штангенциркулей должна быть: из инструментальной и конструкционной стали - не менее 59 HRC э; из высоколегированной стали - не менее 51,5 Н R С э. Примечание. Для штангенциркулей типа I с верхним пределом измерения до 160 мм, изготовленных из инструментальной или конструкционной сталей, твердость измерительных поверхностей должна быть не менее 53 Н RС э. 2.16 . Параметр шероховатости плоских и цилиндрических измерительных поверхностей штангенциркулей - R а £ 0,32 мкм по ГОСТ 2789-73 ; измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей - R а £ 0,63 мкм по ГОСТ 2789-73. (Измененная редакция, Изм. № 1). 2.17 . Наружные поверхности штангенциркулей должны быть покрыты или обработаны в соответствии с табл. 5 .
Таблица 5
|
Наименование поверхности |
Верхний предел измерения, мм |
Вид обработки или покрытия штангенциркулей из стали |
|
|
высоколегированной |
инструментальной и конструкционной |
||
| Штанга (кроме, шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей |
Хромирование |
||
| Шкала штанги и нониуса |
Матовая поверхность |
Хромирование матовое |
|
|
Хромирование |
|||
|
Св. 630 до 2000 |
Хромирование |
||
3. ПРИЕМКА
3.1 . Для проверки соответствия штангенциркулей требованиям настоящего стандарта следует проводить государственные испытания, приемочный контроль, периодические испытания. (Измененная редакция, Изм. № 2). 3.2 . Государственные испытания - по ГОСТ 8.383 и ГОСТ 8.001 . Проверку погрешностей штангенциркулей при температуре (20 ± 10) ° С проводят только при государственных испытаниях. 3.3 . При приемочном контроле каждый штангенциркуль проверяют на соответствие требованиям пп. 1.3 ; 1.4 ; 1.6 ; 1.8 ; 2.3 - 2.10 ; 2.12.4 ; 2.16 ; 2.18 ; 2.25 ; 2.26 . 3.4 . Периодические испытания проводят не реже раза в 3 года не менее чем на 3 штангенциркулях каждого типоразмера из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта. Результаты испытаний считают удовлетворительными, если все образцы соответствуют всем проверяемым требованиям. (Измененная редакция, Изм. № 2). 3.5 . (Исключен. Изм. № 2).4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1 . Поверка штангенциркулей - по ГОСТ 8.113 и МИ 1384. 4.2 . При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с 2 при частоте 80 - 120 ударов в минуту. Штангенциркули в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенциркулей не должна превышать значений, указанных в табл. 3. Допускается проводить испытания штангенциркулей транспортированием на грузовой машине со скоростью 20 - 40 км/ч на расстояние не менее 100 км по грунтовой дороге. 4.3 . Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50 ± 3) ° С, плюс (50 ± 3) ° С и при влажности (95 ± 3) %. Выдержка в климатической камере по каждому из трех видов испытаний - 2 ч. После испытаний погрешность штангенциркулей не должна превышать значений, указанных в табл. 3 . Допускается после выдержки штангенциркулей в каждом режиме выдерживать его в нормальных условиях в течение 2 ч.5 . ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 13762.6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Штангенциркули допускался эксплуатировать при температуре окружающей среды от 10 до 40 ° С и относительной влажности воздуха - не более 80 % при температуре 25 ° С.7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие штангенциркулей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации. Гарантийный срок эксплуатации штангенциркулей - 12 мес со дня ввода в эксплуатацию, штангенциркулей, оснащенных твердым сплавом, - 18 мес, а при продаже через розничную сеть - 12 мес со дня продажи.ПРИЛОЖЕНИЕ
Обязательное
ПЕРЕЧЕНЬ ФУНКЦИЙ, ХАРАКТЕРИЗУЮЩИХ СТЕПЕНЬ АВТОМАТИЗАЦИИ
1 . Выдача цифровой информации в прямом коде (с указанием знака и абсолютного значения). 2 . Установка начала отсчета в абсолютной системе координат. 3 . Запоминание результата измерения*. 4 . Гашение памяти с восстановлением текущего результата измерения*. 5 . Вывод результатов измерения на внешнее устройство*. 6 . Предварительная остановка нуля. 7 . Предварительная установка числа (ввод констант)*. 8 . Сравнение результатов измерения с пороговыми границами*. 9 . Арифметические действия с результатами измерения и константами*.* По заказу потребителя.ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 . РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности ИСПОЛНИТЕЛИ М.Б. Шабалина, канд. техн. наук (руководитель темы); Н.В. Семенова 2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 30.10.99 № 3253 3 . ВЗАМЕН ГОСТ 166-80 4 . Срок проверки - III кв. 1994 г., периодичность - 5 лет 5 . Стандарт полностью соответствует СТ СЭВ 704-77 - СТ СЭВ 707-77, СТ СЭВ 1309-78, ИСО 3599-76 6 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ|
Номер пункта |
|
| ГОСТ 2.601-68 | |
| ГОСТ 8.001-80 | |
| ГОСТ 8.113-85 | |
| ГОСТ 8.383-80 | |
| ГОСТ 9.014-78 | |
| ГОСТ 9.032-74 | |
| ГОСТ 9.303-84 | |
| ГОСТ 27.410-87 | |
| ГОСТ 3882-74 | |
| ГОСТ 13762-86 |
Штангенциркуль — это инструмент для точного измерения наружных и внутренних размеров деталей. На его штанге нанесены миллиметровые деления. Конец штанги имеет две неподвижные губки: одну для наружного измерения, другую — для внутреннего. На штангу надета рамка с подвижными, губками и глубиномером.
Глубиномер — это тонкая, узкая , конец которой прикреплен к рамке. Глубиномер помещен в продольном пазу обратной стороны штанги. Рамку можно свободно передвигать вдоль штанги и закреплять в нужном положении винтом. Между винтом и штангой находится пружина. На скосе нижней части рамки нанесены деления (шкала).
Это дополнительное измерительное устройство называется нониусом.
Вопросы
- Для чего служит штангенциркуль?
- Из каких частей состоит штангенциркуль?
- Как называется шкала, нанесенная на нижней части рамки?
Способы определения показаний штангенциркуля
По нониусу штангенциркуля определяют доли миллиметра измеряемых деталей.
На рисунке ниже (положение - а), показано устройство нониуса. Это шкала, разделенная на 10 равных частей. Длина нониуса равна 19 мм.

а — шкала нониуса.
Таким образом, каждое деление нониуса равно 1,9 мм, то есть на 0,1 мм меньше двух миллиметровых делений штанги.
Когда губки штангенциркуля сомкнуты, нулевое (начальное) и последнее деления нониуса совпадают соответственно с нулевым и девятнадцатым делениями штанги. Остальные деления нониуса и штанги не должны совпадать.
Измеряют штангенциркулем следующим образом. Целые миллиметры отсчитывают по делениям штанги.

В нашем примере нулевое деление нониуса находится между целыми величинами (42 и 43 мм) шкалы штанги. Число целых миллиметров на штанге в нашем примере 42. Затем определяют, какое деление нониуса совпадает с делением штанги. Порядковый номер совпавшего деления нониуса показывает число десятых долей миллиметра — в нашем случае восьмое деление. Размер измеряемой детали (рисунок выше положение – б) составляет 42,8 мм.
Вопросы
- Нулевое деление нониуса совпало с цифрой 5 шкалы штанги. На сколько раздвинуты губки штангенциркуля?
- Нулевое деление нониуса находится между числами 34 и 35 мм на штанге; с делением штанги совпадает шестой порядковый номер деления нониуса. Как произвести отсчет по штангенциркулю?
- С какой точностью можно измерить штангенциркулем?
Упражнения
1. Определите величину показаний по штангенциркулю.
| Нулевое деление нониуса установлено между числами миллиметров штанги | Порядковое деление нониуса, совпавшее с делением штанги | Результат отсчета по штангенциркулю |
| 24-25 | 3 | 24,3 |
| 14-15 | 2 | – |
| 14-15 | 8 | – |
| 46-47 | 1 | – |
| 50-51 | 9 | – |
| 73-74 | 5 | – |
| 81-82 | 4 | – |
| 106-107 | 6 | – |
| 128-129 | 7 | – |
2. Прочитайте показания штангенциркуля по рисунку ниже.

«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич

Когда нет просвета между губками для наружных измерений, нулевые штрихи нониуса и штанги должны совпадать. Проверка нулевого положения штангенциркуля Это проверка нулевого положения штангенциркуля. Перемещать рамку штангенциркуля надо правой рукой, поддерживая штангу. Перемещение рамки штангенциркуля а — правильно; б — неправильно. Закреплять рамку винтом следует большим и указательным пальцами правой руки, левой рукой держат неподвижную…
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.

Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений . Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью . Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом . Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства . Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.

Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.

Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.

На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.

На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
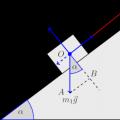 Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней
Методика обучения решению задач на движение по наклонной плоскости Наклонная плоскость и силы действующие на ней Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического
Действия электрического тока: тепловое, химическое, магнитное, световое и механическое Чем проявляется магнитное действие электрического Отклонения и допуски расположения поверхностей
Отклонения и допуски расположения поверхностей